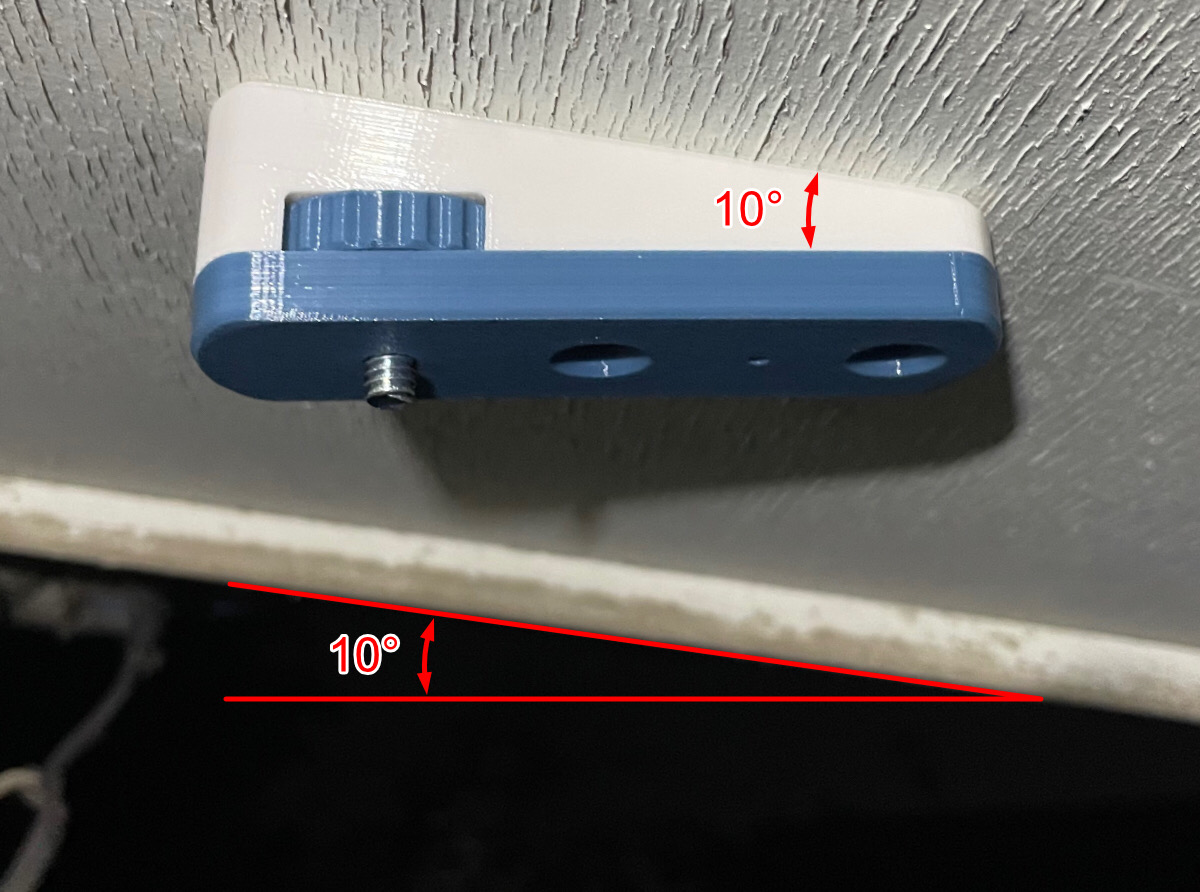
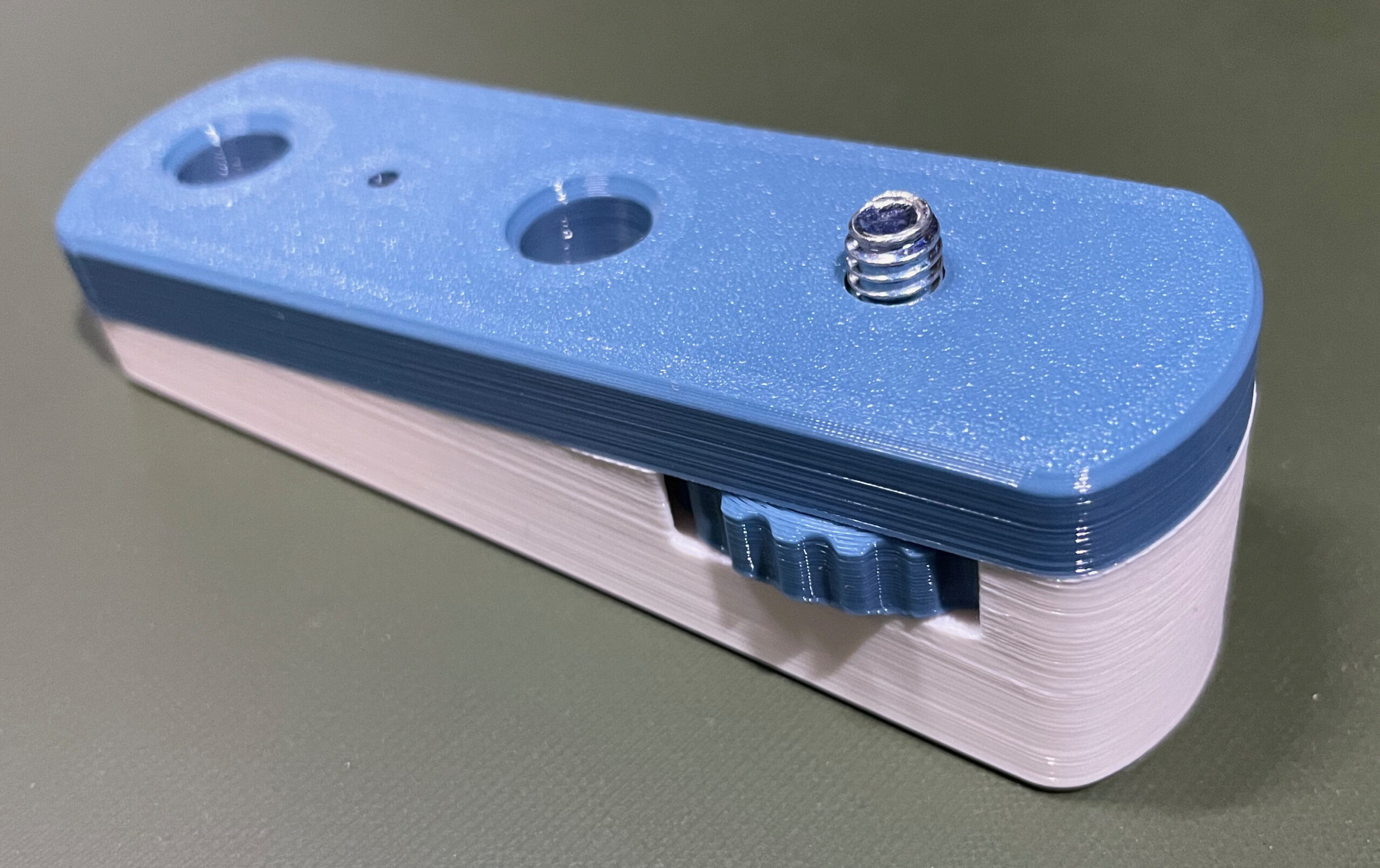
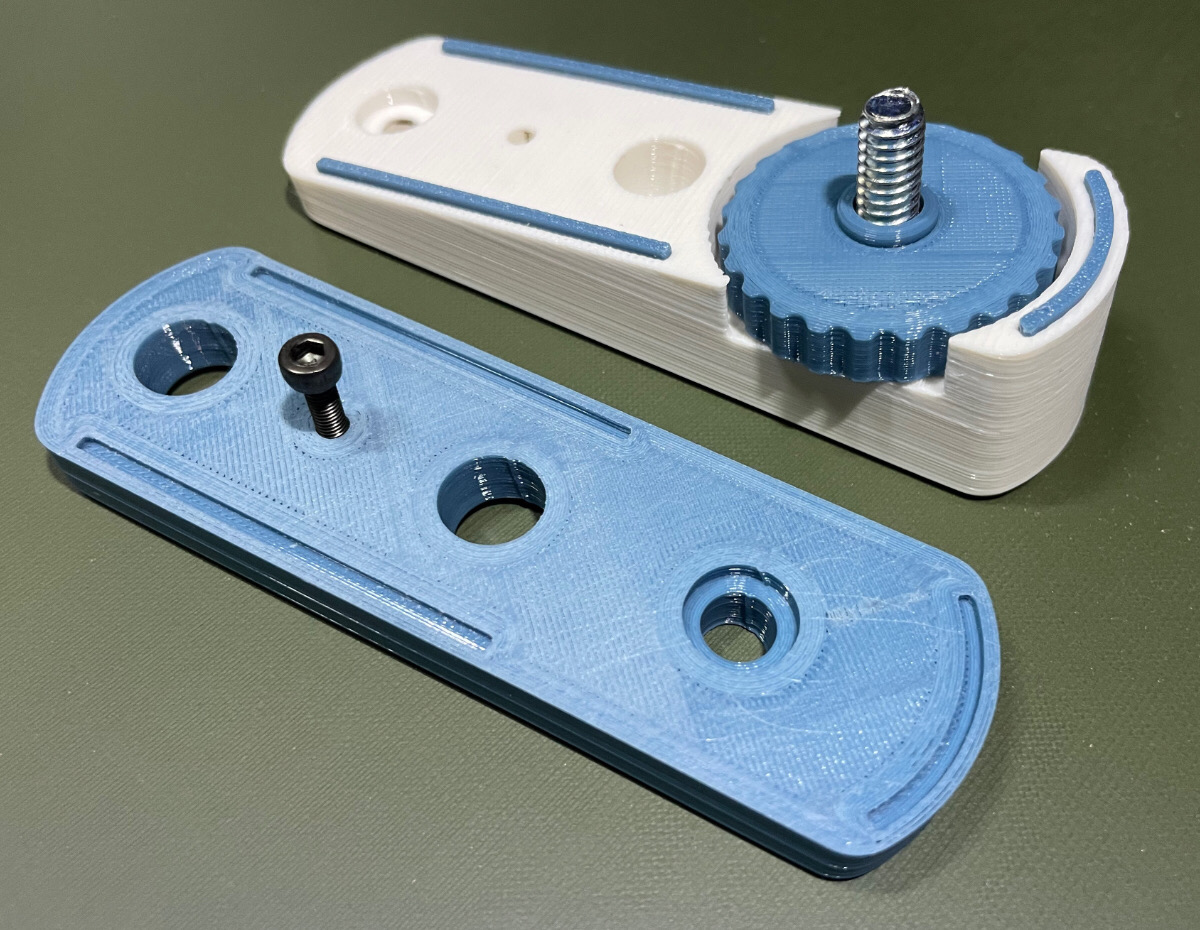
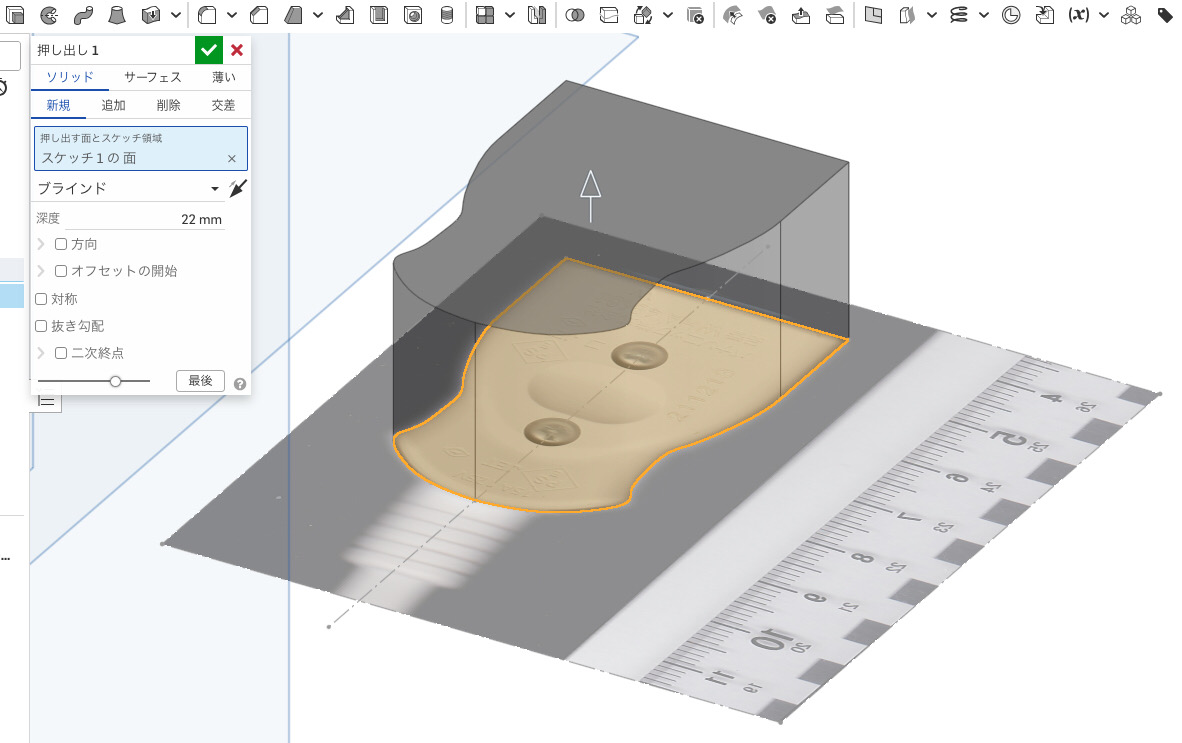
↓ ソケット(メス)の形状は、インクジェットプリンター Canon MG6330のフラットベッドスキャナで物差しを添えて画像化。その画像を元にOnshapeでモデリングしました。

サーバー用PCを変えたので、ホスト名をequiumからesprimoに変更。
何故変更?
旧サーバー用PCのストレージ(HDD)を、新サーバー用PCに流用したので、変更する事にしました。
abc@equium:~$ sudo hostnamectl set-hostname esprimo【注意する所】ただ、上記だけではsudoコマンドを使用すると以下のように、unableなんとかと言ってくる。
abc@esprimo:~$ sudo apt update && sudo apt upgrade
sudo: unable to resolve host esprimo: Name or service not knownこの場合、hostsファイルのホスト名が一致していないので書き直す。
equiumをesprimoに書き換える。
abc@esprimo:~$ sudo vi /etc/hosts
127.0.0.1 localhost
127.0.1.1 equium