ベッドレベリングの調整を私なりにちょっと深く知ろうと、何度も1層目のテストプリント。← これを研究と表現。研究と言ってもこの道のプロでは無く初心者なので、この記事の薄さが分かる。これ私用の備忘録なので、来てくれた貴方には参考にならないかも。
3Dプリンター:Ender-3 V3 SE
ノズル:0.2mm ノーブランド
フィラメント:PLA
造形物の厚さ0.12mm(レイヤー高さ0.12mm 1層目のみプリント)
スティックのり不使用
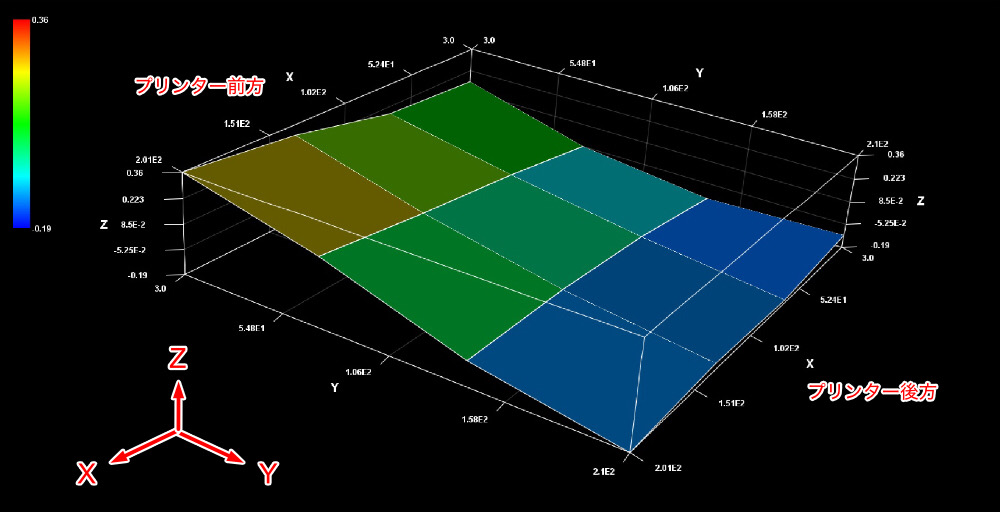
↓ この3DグラフはVCSSLの公式サイト(vcssl.org)にあるグラフ描画のプログラムで、Java言語で書かれフリーとの事。Ender-3 V3 SEの16ポイントのレベリングを手動で調整して、その座標を取得し描画してみました。
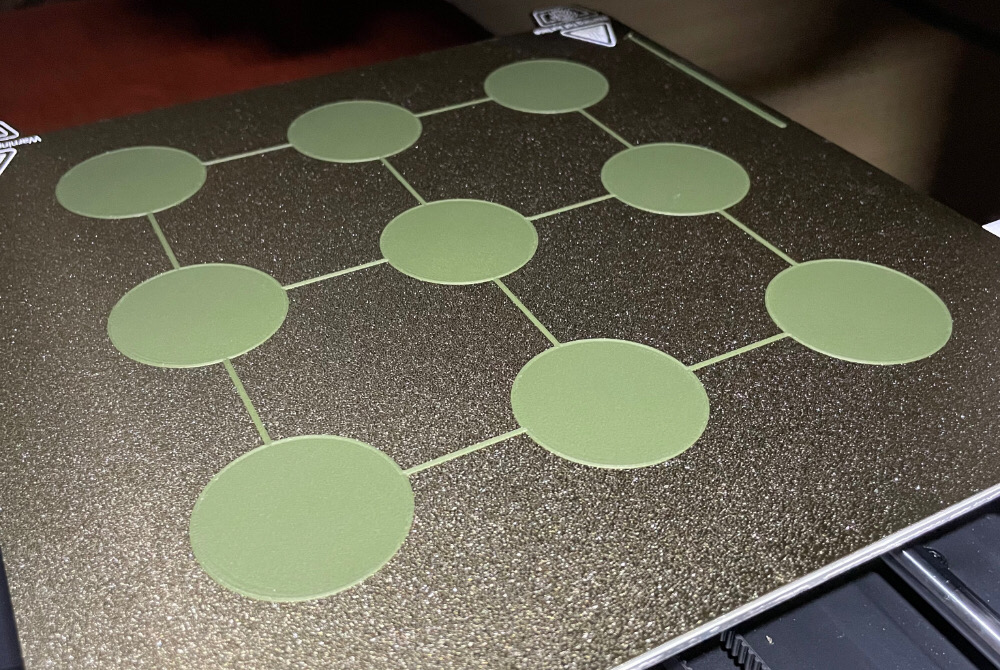
↓ レベリングの手動調整後の1層目のプリント。凄く良い結果。ノズルは0.2mmですが、そのノズルで一番良くプリント出来ました。
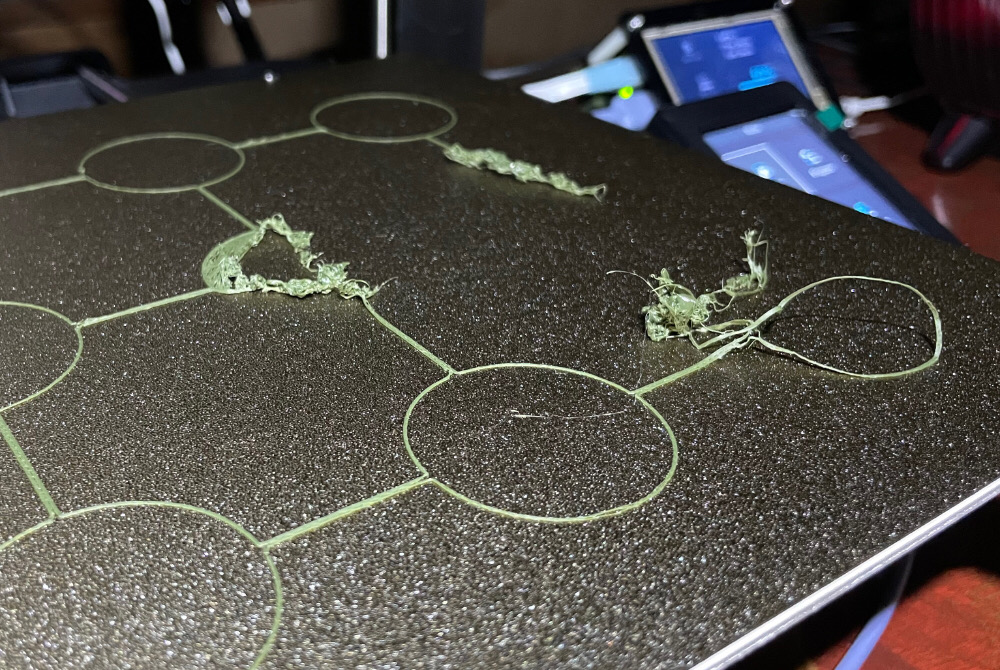
【↓ 再プリント1回目】
結果は大変満足して、いる場合では無かった。上記プリントの3時間くらい後に同条件でプリントしたら、こんな事に。↓
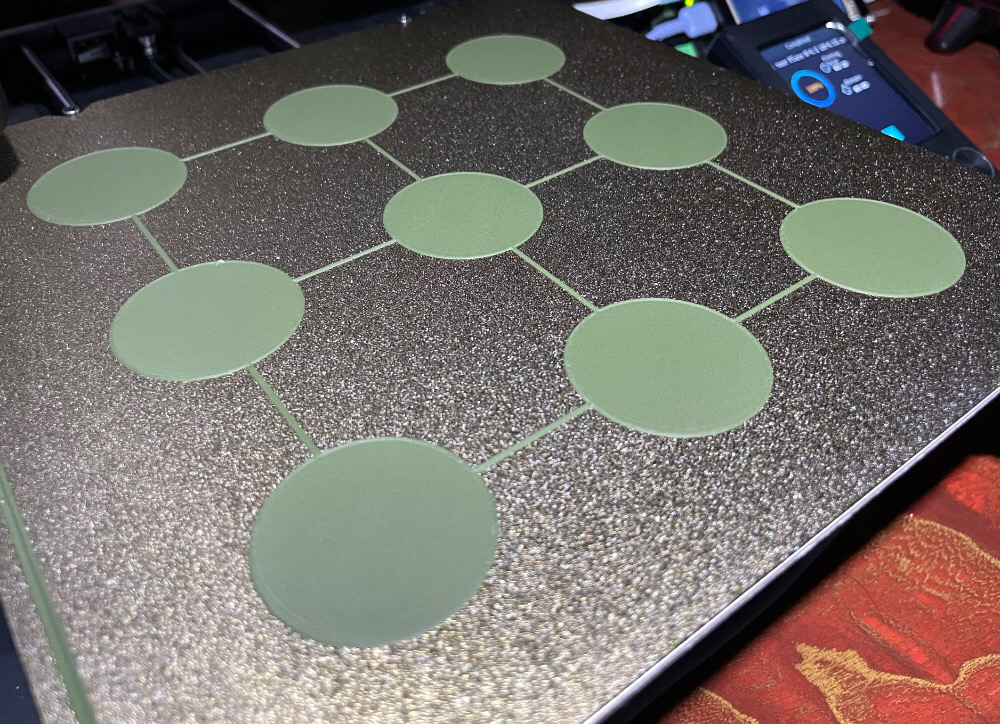
【↓ 再プリント2回目】
再プリント1回目の直後に、同条件でプリント。概ね満足な結果。ちょっと中央の円が少し定着が甘い感じ。
この流れを体験して、又、何度も手動レベリング調整してみて感じる事は、ノズルの位置が全く同じ位置に戻らない感じがする。0.4mmノズルなら、それが大丈夫だと見える事も、0.2mmノズルは、それがプリント不良になってしまうのかも。
う〜む。でもプリント不良の原因は、ベッドの温度にムラがあった?かな。ベッド温度が設定値になったら直ぐにノズル温度を上げてノズル温度が設定値になると印刷開始なんだけど、上記のように失敗直後が上手くいったので、ベッドは十分に温めてからプリントするのが望ましいのか。そう言えば、ネットの記事か動画で誰かが言っていたような。
あと、何度目かのプリント時、部分的に1層目が定着不良の場合には、無水アルコールで拭くと良い時もある。
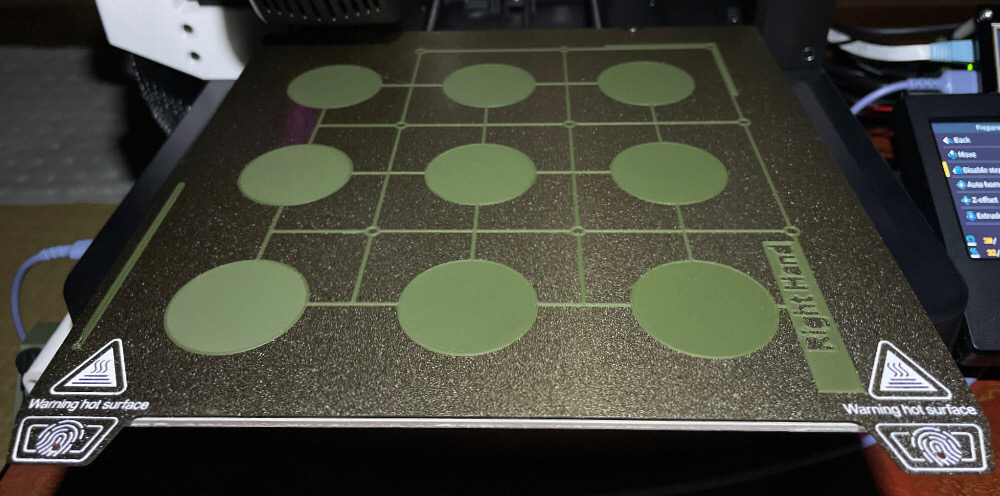
↓ 新しいモデルで、16ポイントの位置と9つの円の位置のズレを1mmから2mm以内(多分)に収めました。
でもスライサーソフトを通す時、位置を確認しないと更に位置がズレる。私はUltiMaker Curaを使用しています。面倒なので位置調整する事無くスライスしてしまいますけど。
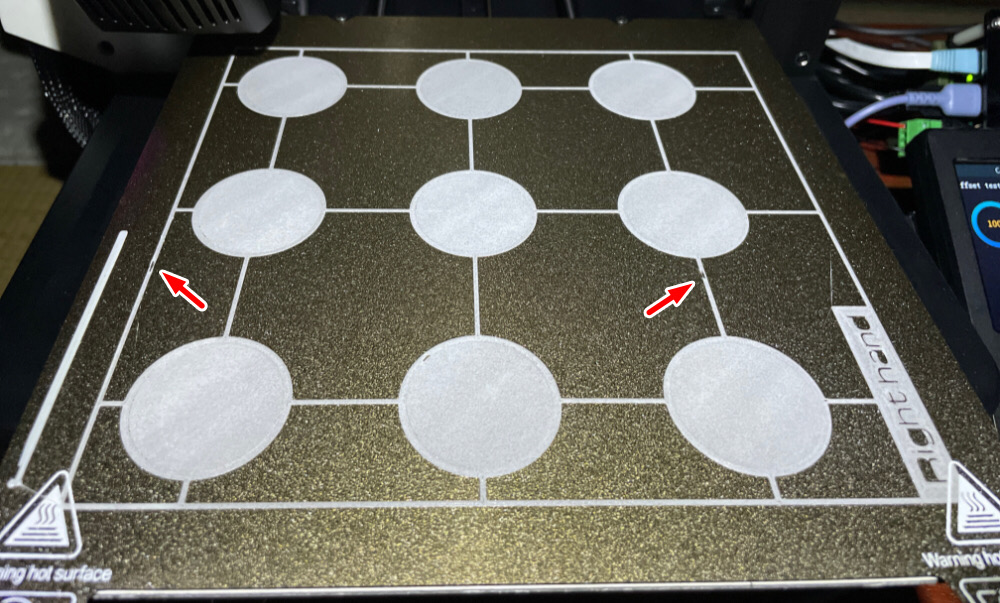
↑ 0.2mmノズルでのPETGプリントは始めてでしたが、ほぼ上手くいきました。赤矢印部分が弾けたようにプリント不良したのが少し気になるけど。
↓ 更に、上記新しいモデルより新しいモデル。16個のノズル位置はベッドに対して、ほぼ誤差無しかな。また私のEnder-3 V3 SEのSpets-per-mmX Y Zが80.0 80.0 400.0に設定。またUltiMaker CuraのXYZ共に0mmの場合に位置が合う。
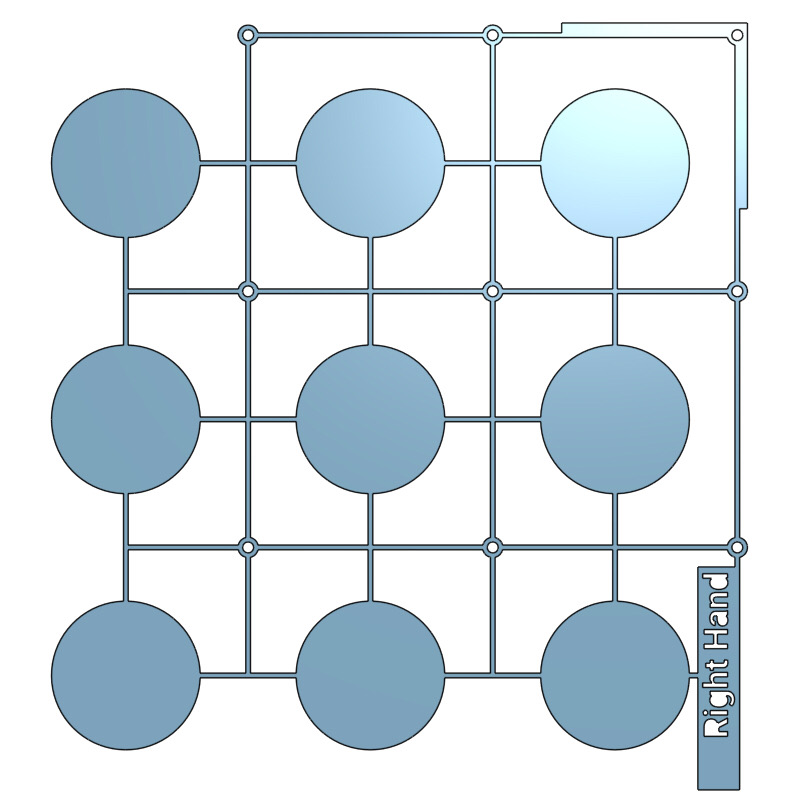
もし私と同じ環境で、このモデル(STL)を試したい方は次のリンク(リンク先は私のサイト jm1lxs.com でここです)から圧縮ファイルをダウンロードして下さい。
レイヤー高さ(モデルの厚み)0.12mmと0.16mmそれに0.2mmの3種類を用意しました。ノズル径は0.2mm、0.3mm、0.4mmなどに合うと思います。このモデル、プリントは1層目のみで終了を想定。
尚、スライスする時はスカートやブリム、それにラフト、どれも不要で「なし」にして下さい。
↓
JM1LXS_LH-0.XXmm_Bed-Level_9_Circles_9_Nozzles.zip 680.4KB