【最初に結論を書きます】
ESPRIMO Q556/RはM.2 SSD NVMeを認識しました。たぶん
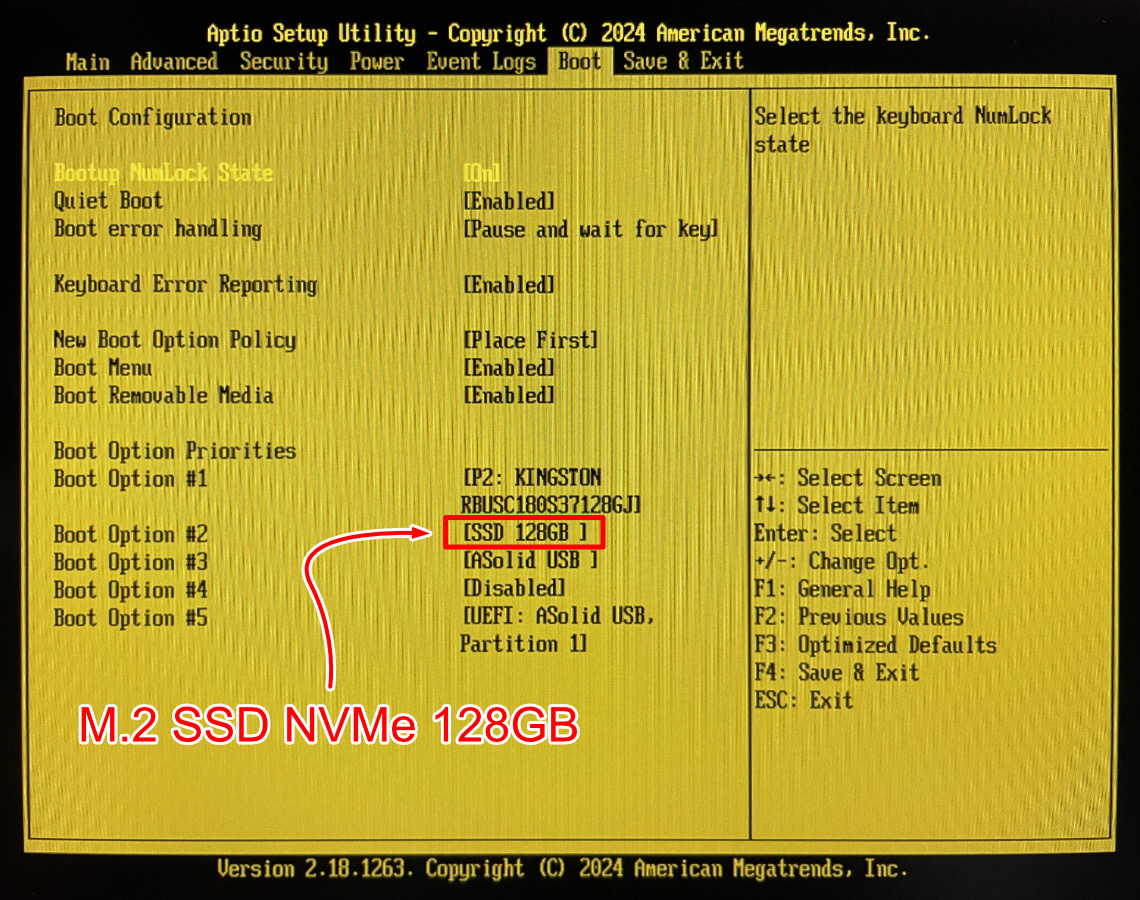
↓ BIOSを見ると、NVMeのM.2 SSDを認識している気がします。
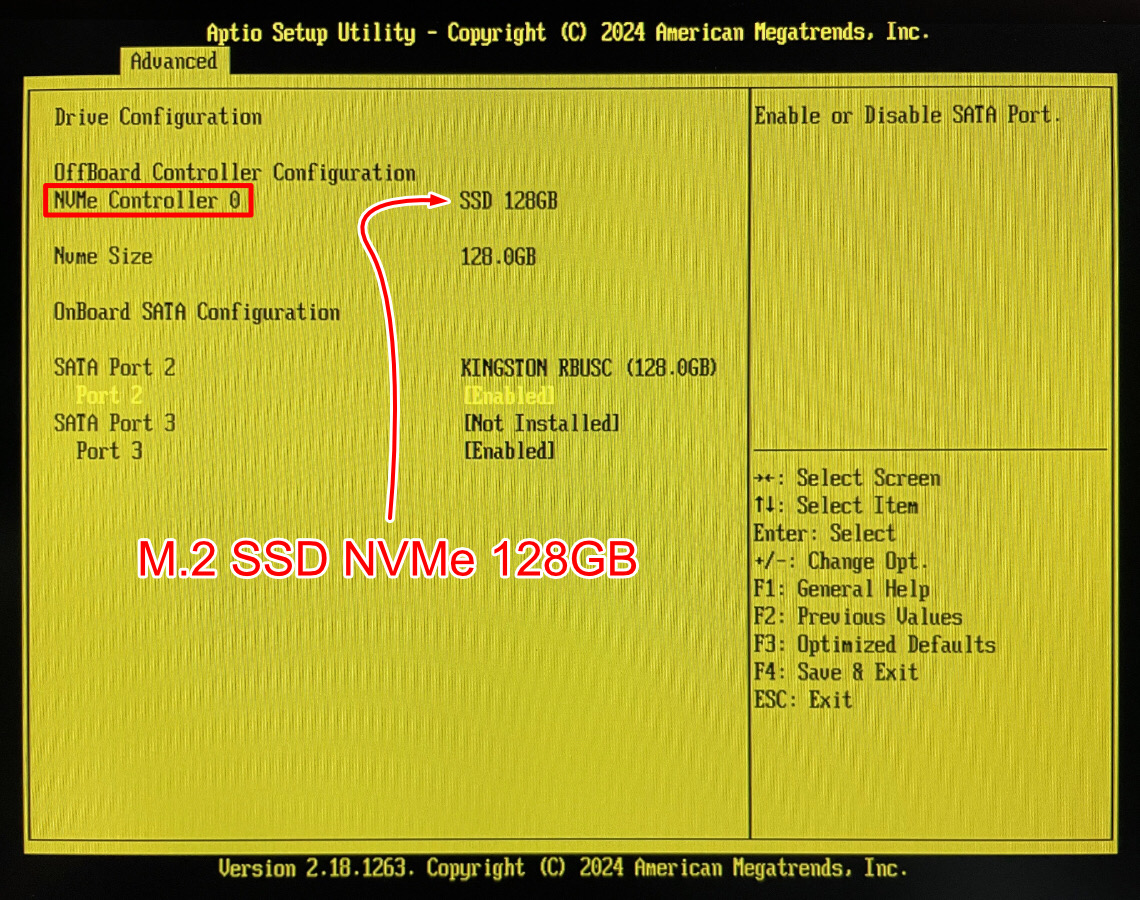
↑ 画面が黄色なのは、VGAケーブルの不良が原因。VGAケーブルを未使用品に変えたら直りました。
↓ M.2 SSD NVMe 128GBと思うストレージにWindowsを一時的にインストール。その中でCrystalDiskMarkを走らせると、ご覧の通り、NVMeらしく無いスピードです。
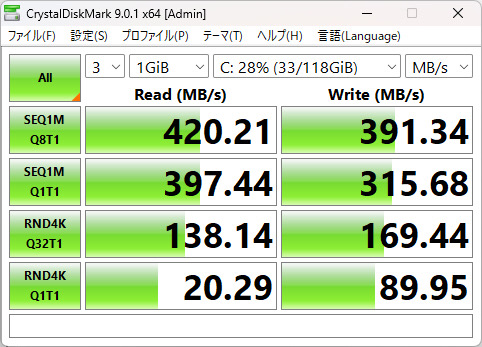
↑ M.2 SSD NVMeじゃ無くて、本当はSATAだったり?
ESPRIMO Q556/Rのハードウェアの都合で、スピードが制限されている?
【注意】
この記事の内容は誤りがある”可能性”があります。私はパソコンのハードウェアにも苦手で、その道の専門家では無く素人だからです。
先日から我が家の自宅サーバーPCになった富士通 ESPRIMO Q556/R FMVB0901J。

この新サーバー用のPC(中古だけど)のストレージは2.5インチSSD128GB。旧サーバー用PCのストレージはHDD約70GB。HDDからSSDになった事で、このブログの表示が速くなった気がします。
このQ556/Rには、M.2の2280サイズのスロットが一つ余っているので、私自身、初のM.2を体験をしたくM.2の勉強中です。
Q556/RのM.2に合うSSDはどれ?
ググってみると、「SATAだ」とか、「NVMeだ」と言う両方の情報があり迷います。
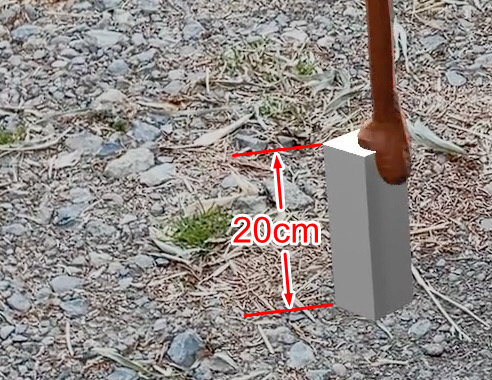
と言う事で、Q556/RのM.2スロットを直接良く見る事にしました。
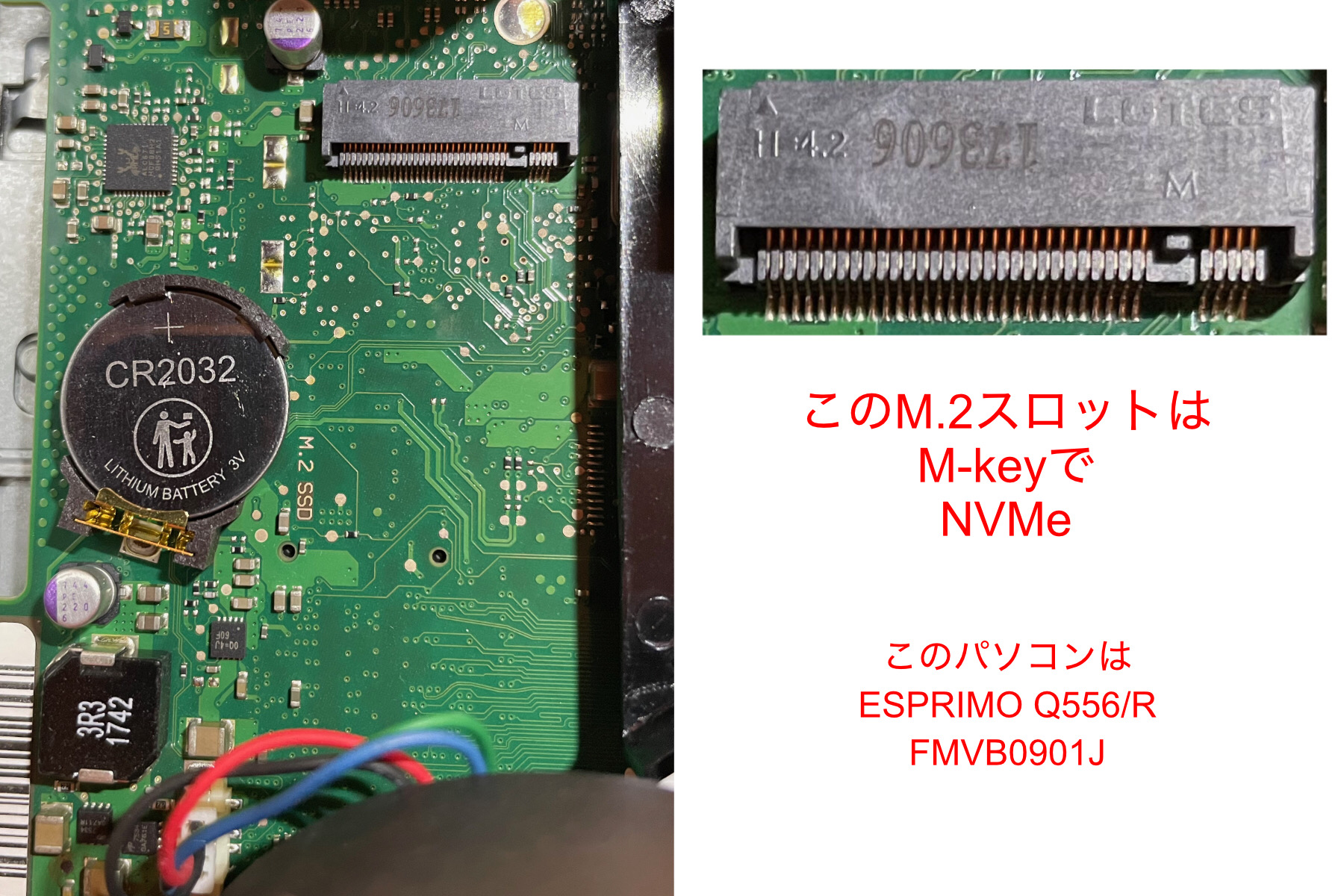
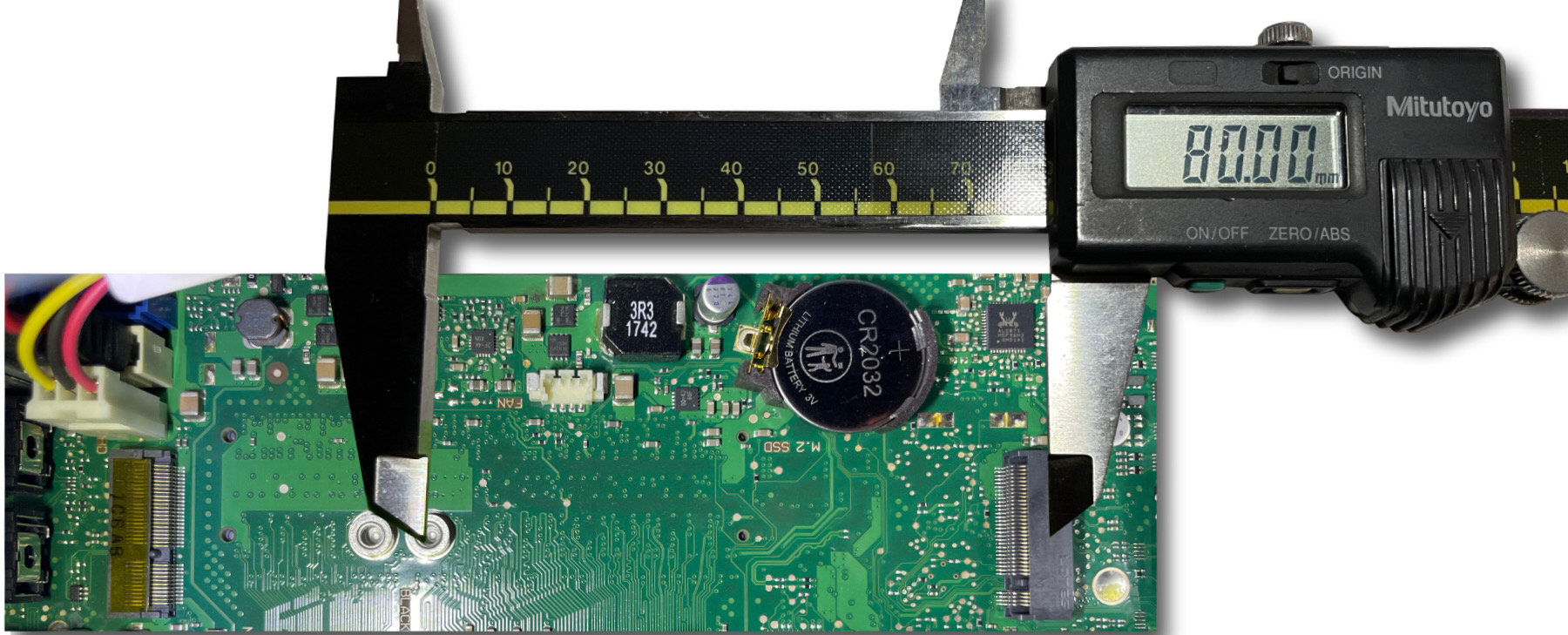
↑ ノギスがある画像は合成ですが、マザーボードとノギスのスケールを測定箇所に限り誤差1mm以下(たぶん)で合わせています。
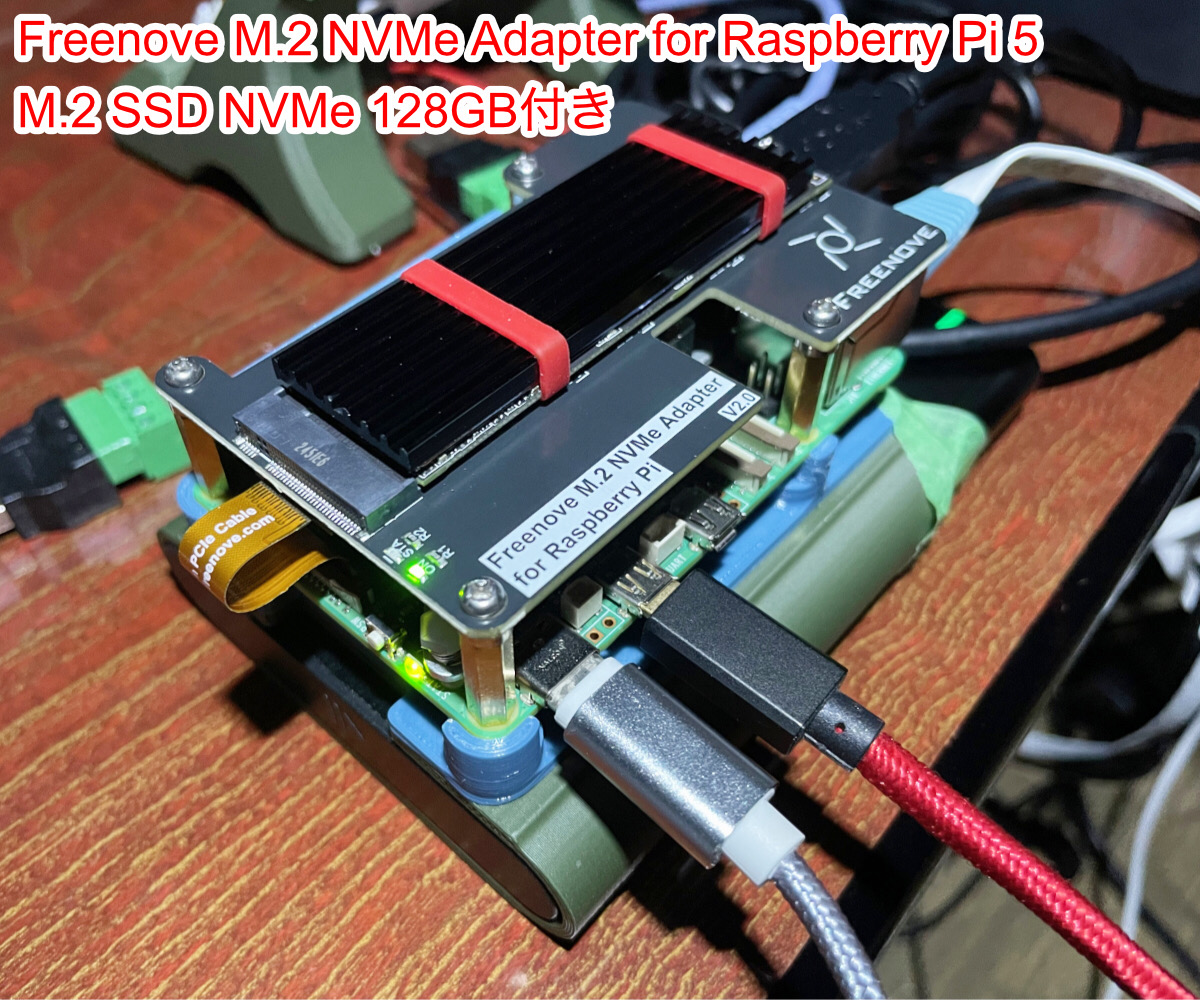
↓ 今回、購入した画像のM.2 SSD NVMe 128GBは、ラズパイ5用M.2 HATアドオンボード(128GB SSD付き)の
Freenove M.2 NVMe Adapter V2 for Raspberry Pi with 128GB SSD(Amazon)
に含まれていた物です。因みにAmazonからの購入日は2025年12月9日で、送料無料、税込み¥3,780でした。
同梱のネジはサイズが合わないので、M3 x 4mmを別途パソコン工房で購入。

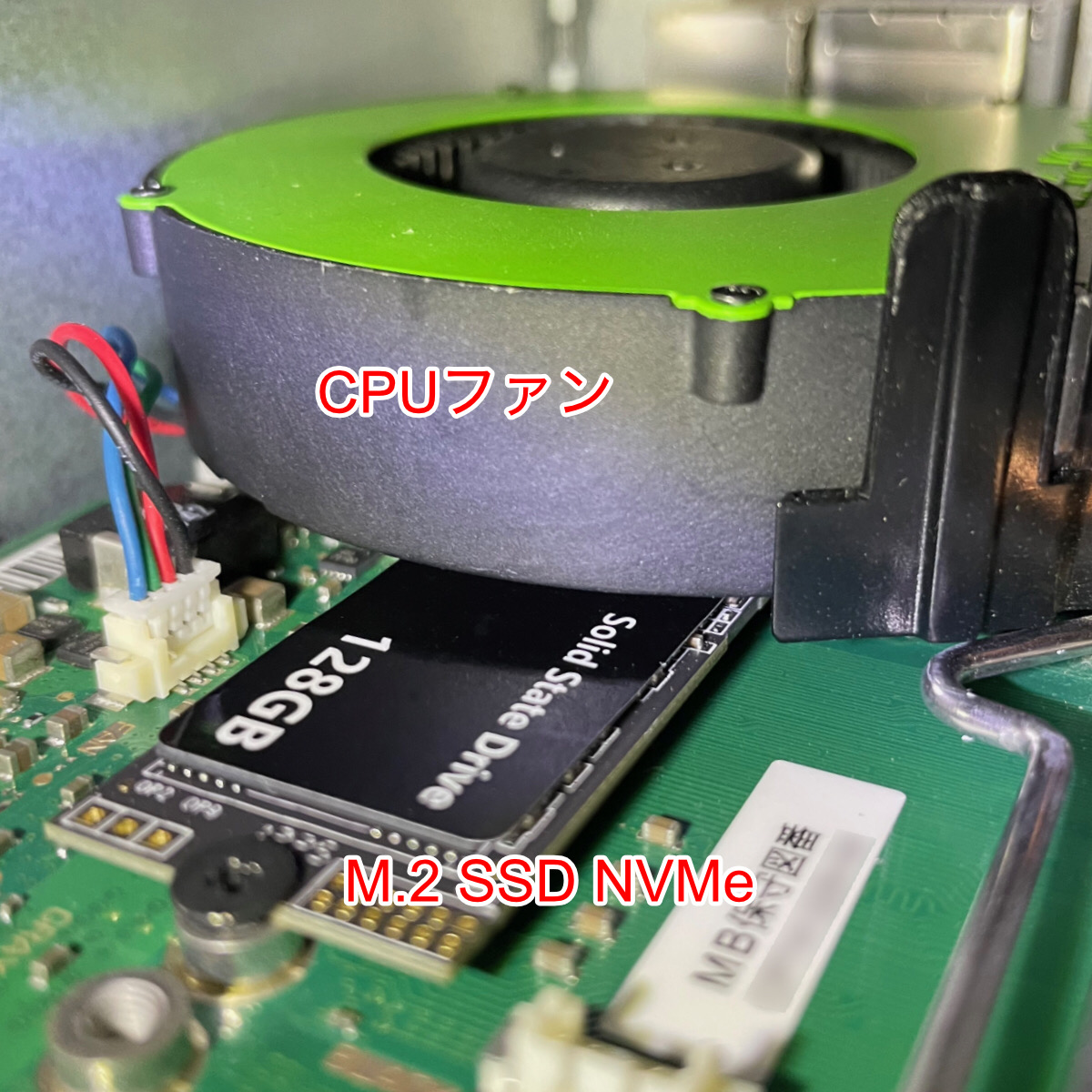
↑ CPUファンとM.2 SSDの間が狭くてヒートシンクが入りません。
↓ でも大丈夫。M.2 SSDにヒートシンクが無くても、CPUファンの下側が画像の様なので、M.2 SSDにも冷却効果があるはず!?
↓ smartctl コマンドでM.2 SSDの詳細情報を表示されて温度を確認する。
$ sudo smartctl -a /dev/nvme0
Temperature: 39 Celsius
↑ この時は摂氏39℃のようです。このM.2 SSDは、主に、このサイトのブログデータのバックアップ用途に使用。
取り敢えず、このM.2 SSDにUbuntu Desktopがインストールされています。
ですが。普段は、2.5インチSSDにインストールされたUbuntu Serverが起動してします。
そして、ブログデータのバックアップ時のみM.2 SSDはマウントされて、普段はアンマウント状態。だから温度が低いのかな?
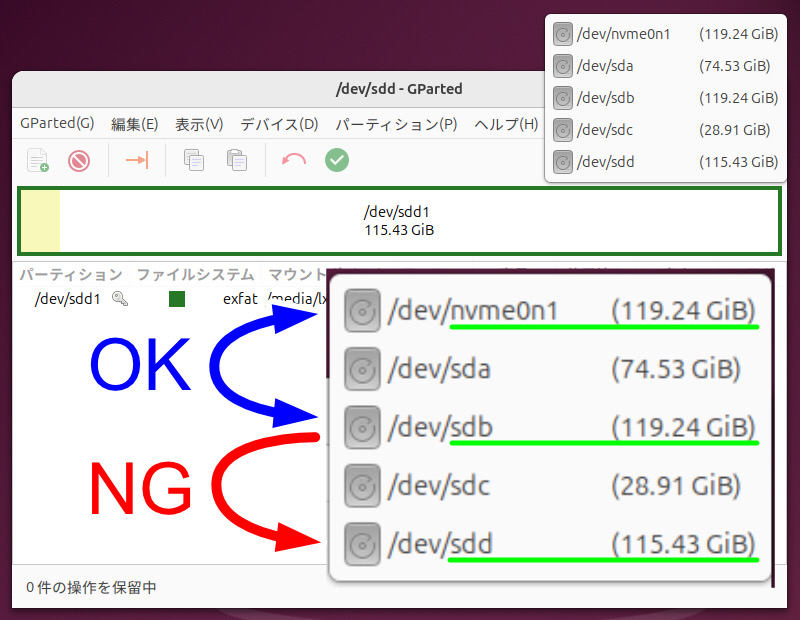
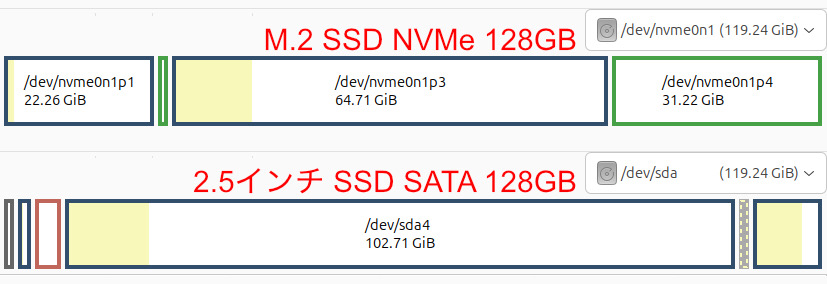
↓ 現在(2025年12月12日)、このESPRIMO Q556/R FMVB0901Jのストレージは、画像の通り。
【追記】2025年12月14日
GParted Liveを利用して、2.5インチSSD SATA 128GBからM.2 SSD NVMe 128GBに、ddコマンドでクローンしました。
2.5インチSSDはバックアップ用に取り外して保管。
今は、内臓ストレージがM.2 SSDだけになり、自宅サーバーとして頑張っています。