0212月 2025 AC延長コード用ホルダー造形 by JM1LXS ↓ ソケット(メス)の形状は、インクジェットプリンター Canon MG6330のフラットベッドスキャナで物差しを添えて画像化。その画像を元にOnshapeでモデリングしました。 <model-viewer>
0112月 2025 ミニPC用スタンド造形 by JM1LXS 先日から、自宅サーバーPCに就任したミニPCのESPRIMO。中古で購入したので電源ケーブルのみ付属。 私は「縦置き用のスタンドが欲しい」って事で造形しました。 <model-viewer>
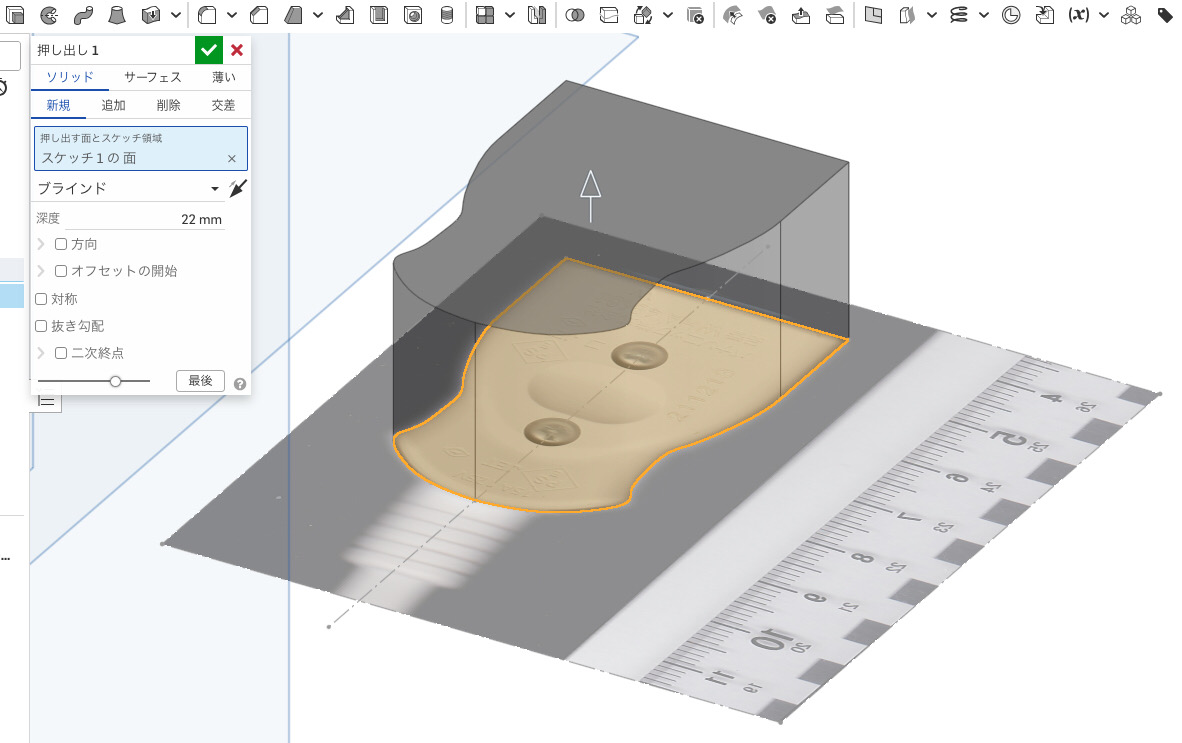
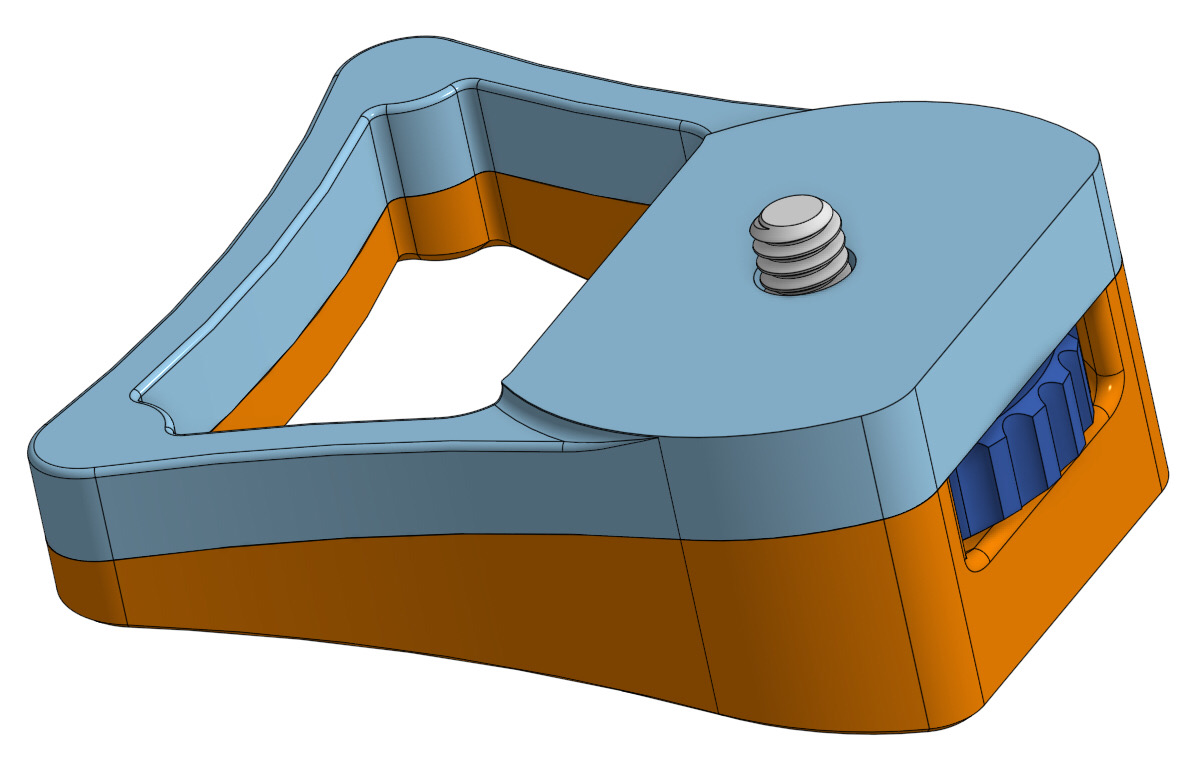
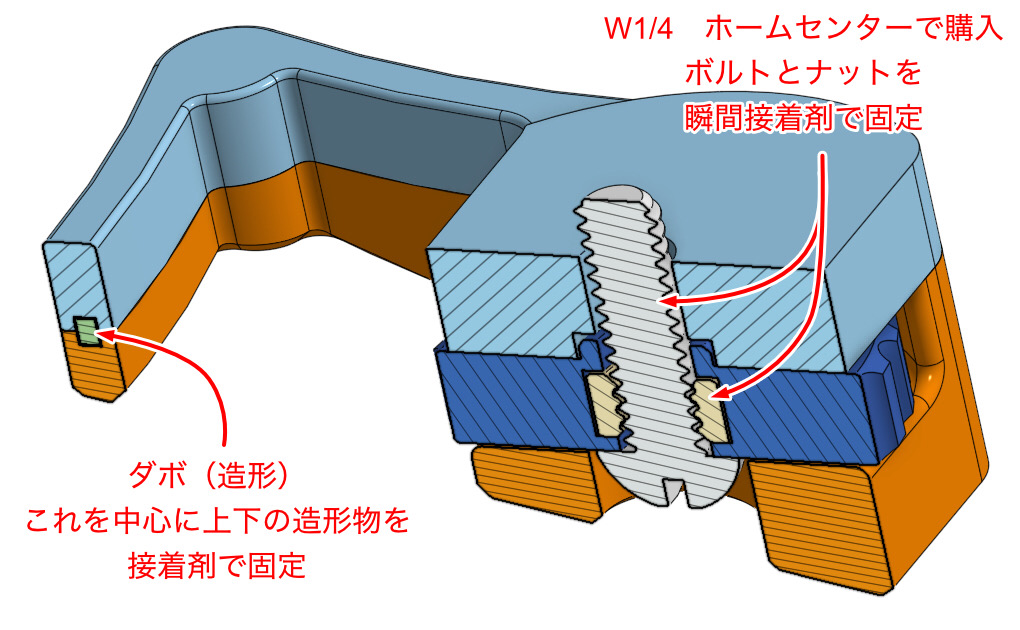
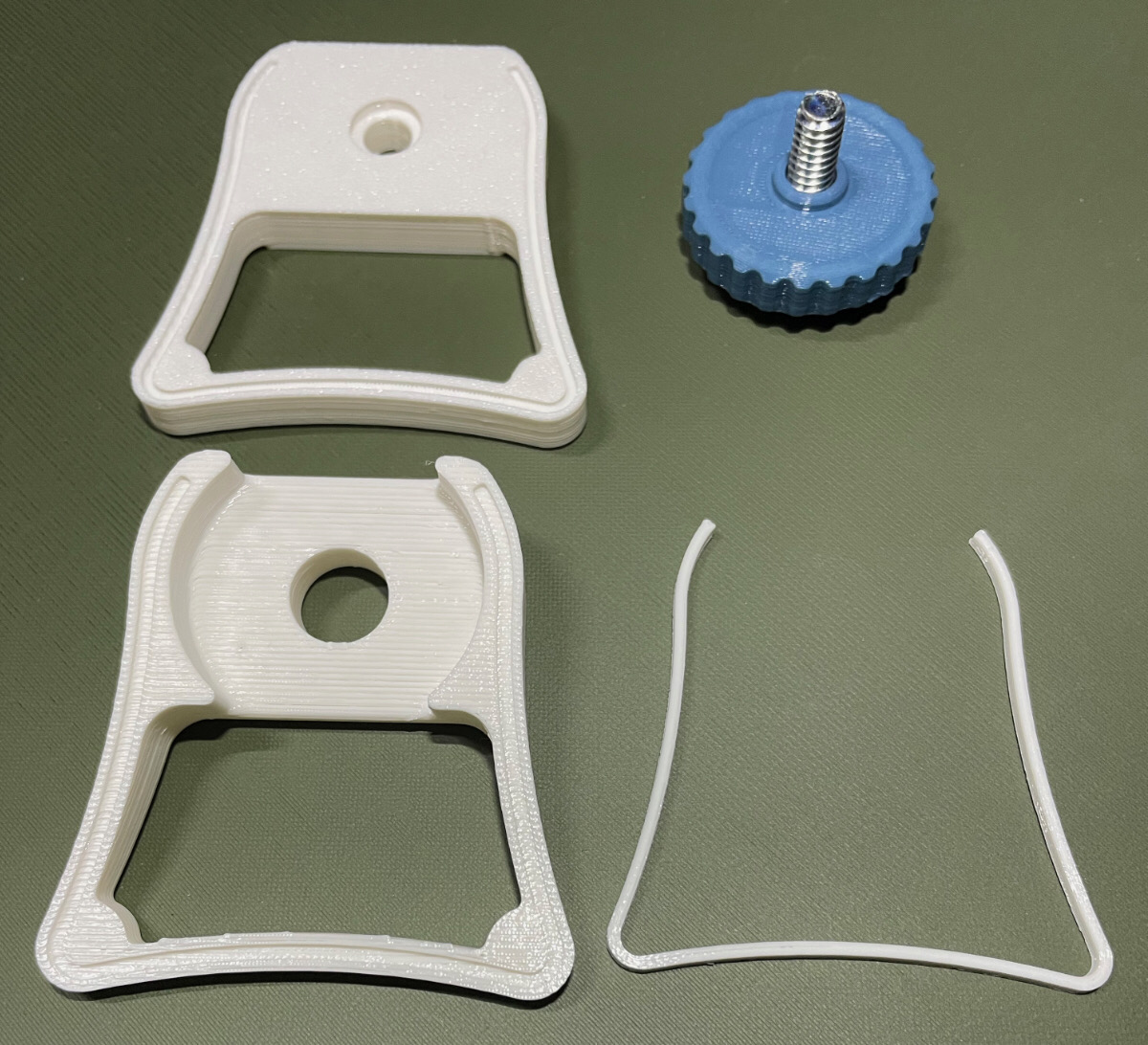
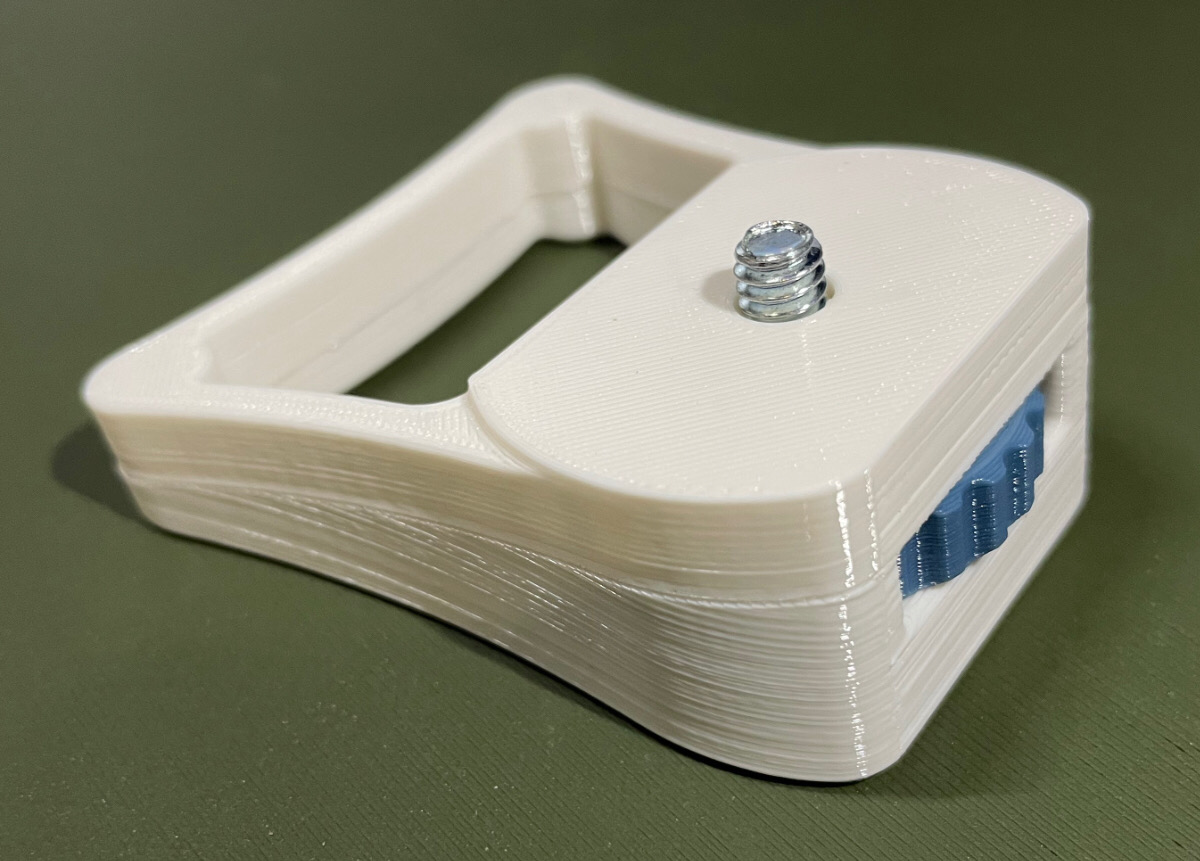
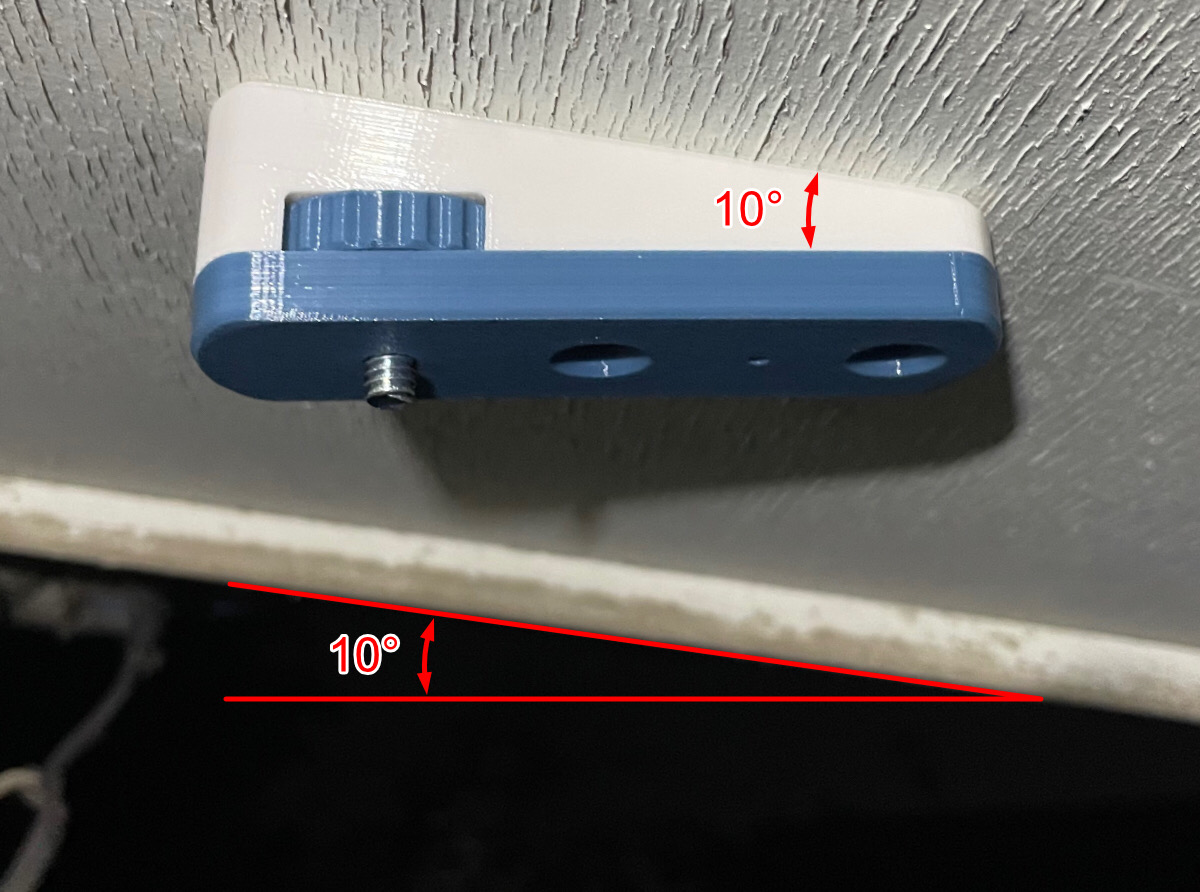
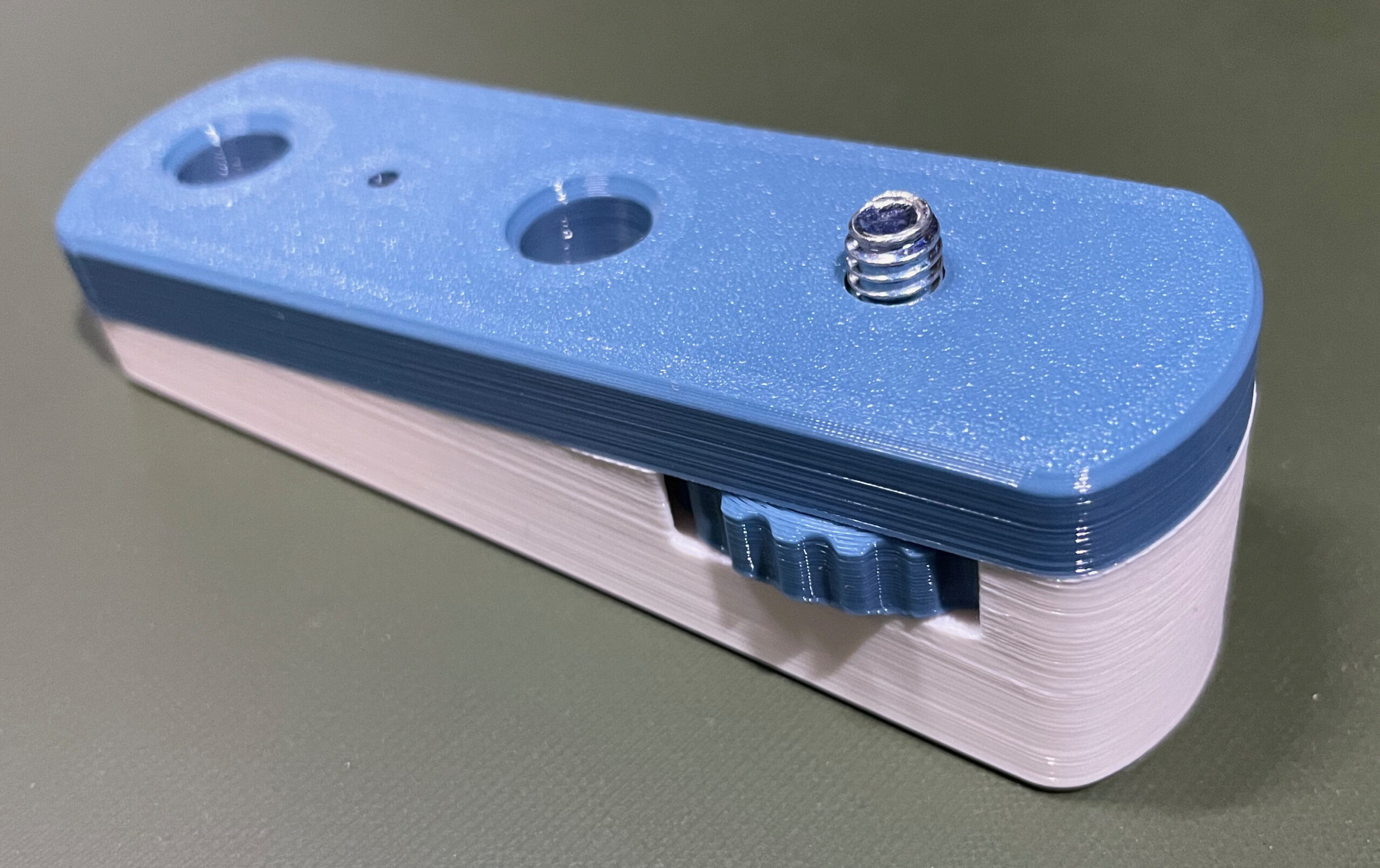
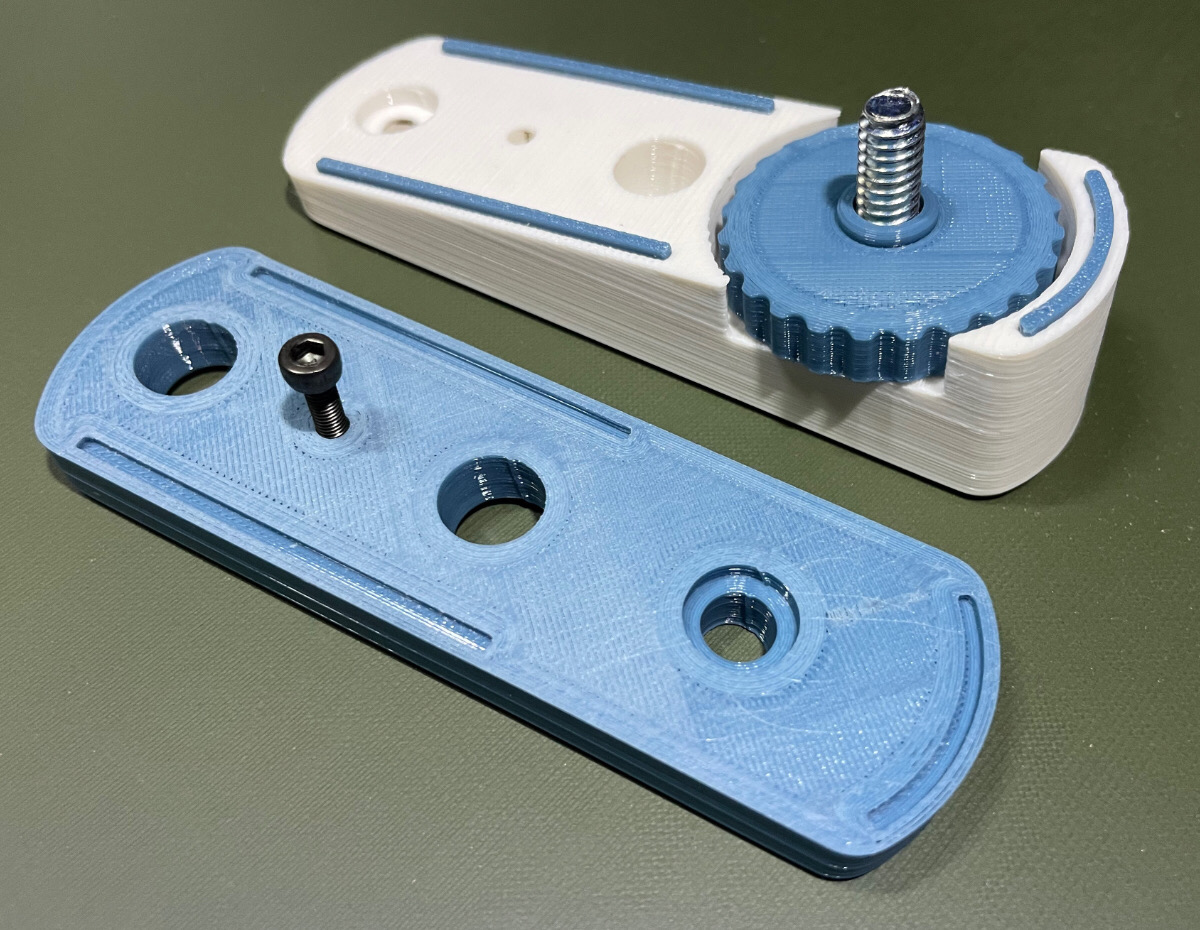
2311月 2025 SONY PCM-D50用スタンド造形 by JM1LXS ウインドジャマー付き(画像にウインドジャマーは無いけど)のPCM-D50を机の上で使う時に便利なスタンドを造形しました。 ↓ Onshapeのスクリーンショット。 ↓ W1/4ボルトとナットはホームセンターで購入。そして白色と青色の部品が今回の造形物。 <model-viewer>