Blenderのボーンでアニメーションを作ると、<model-viewer>で再生した時の表現力が高まる。
| 3DCAD | Onshape(無料サブスクリプション) |
| 3DCG | Blender 4.3.2 |
| 3Dビューワー | <model-viewer> |
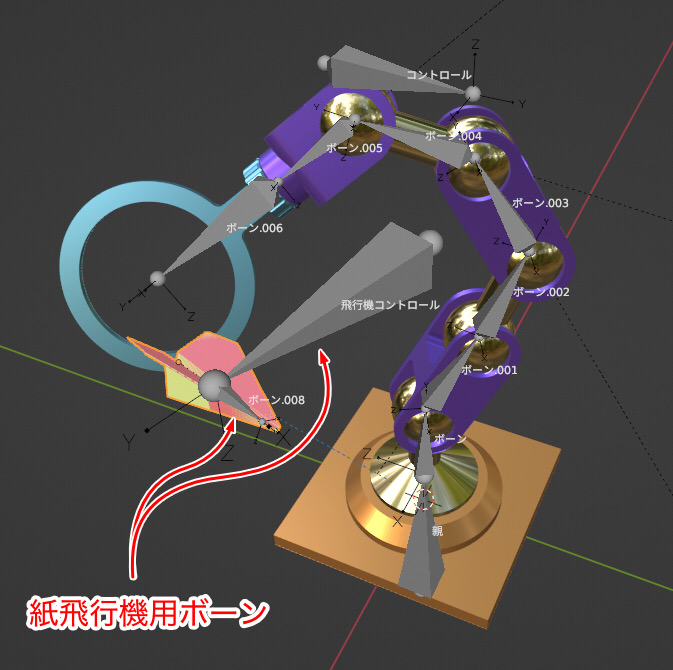
オブジェクトの動きは全てボーンで操作します。アームの周りを飛ぶ赤緑2色の紙飛行機の子ボーンも、他と同様に同じ親ボーンです。
このアニメーションでは、全ての子ボーンは一つの親ボーンと親子関係。
その理由は、親ボーンが複数あると親ボーンの数だけアクションが増える。でも<model-viewer>はアクションを一つしか選択出来ないので、親ボーンは一つにして他は子ボーンにする。
↓ ボーン名にコントロールとありますが、IKは使用せずに、ボーンを個別に動かしました。IKの設定が不味かったのか、IKでは私の意図する動きにならず上手くコントロール出来ませんでした。画像内の名がコントロールのボーンは、出番が無い状態です。
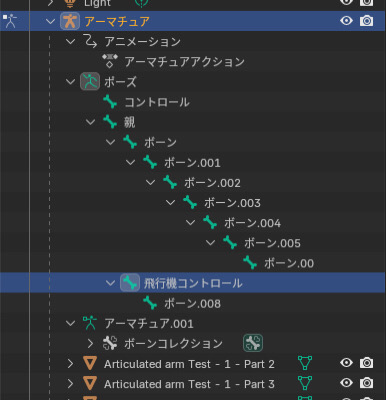
紙飛行機用ボーン(飛行機コントロール)
| 開始フレーム 0 | 回転角度 0° |
| 終了フレーム 180 | 回転角度 720° |
| 補間モード | リニア |
<model-viewer>で再生される時、Blenderで設定した開始フレームと終了フレームが繋がりループ再生します。

↑ この時、Blenderの開始フレームが0(ゼロ)でも1でも、キーフレームが0(ゼロ)フレームと終了の180フレームが同じ(回転の場合0°と720°は同じ)なら、<model-viewer>での再生時、繋ぎ目がスムーズにループ再生される。と素人の私は理解した。
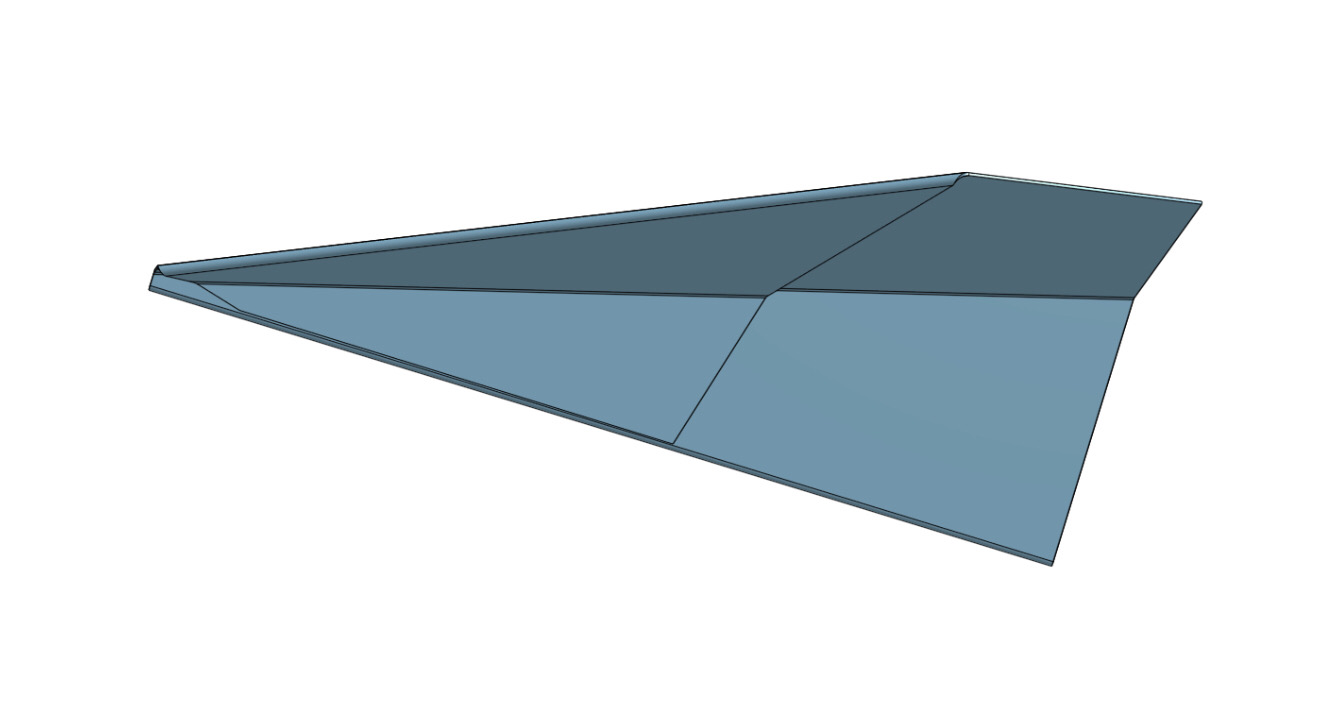
紙飛行機風のモデルはOnshapeのシートメタルモデルで作成しました。
↓ 元になるスケッチ。
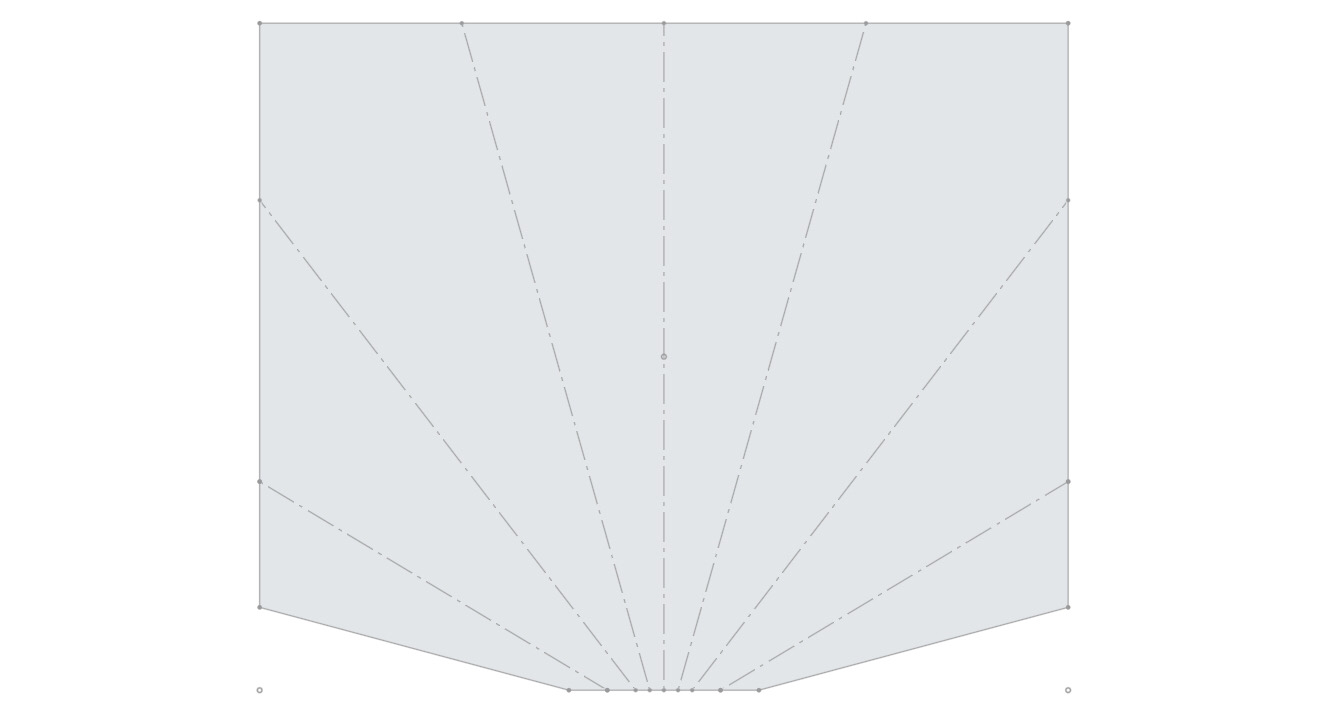
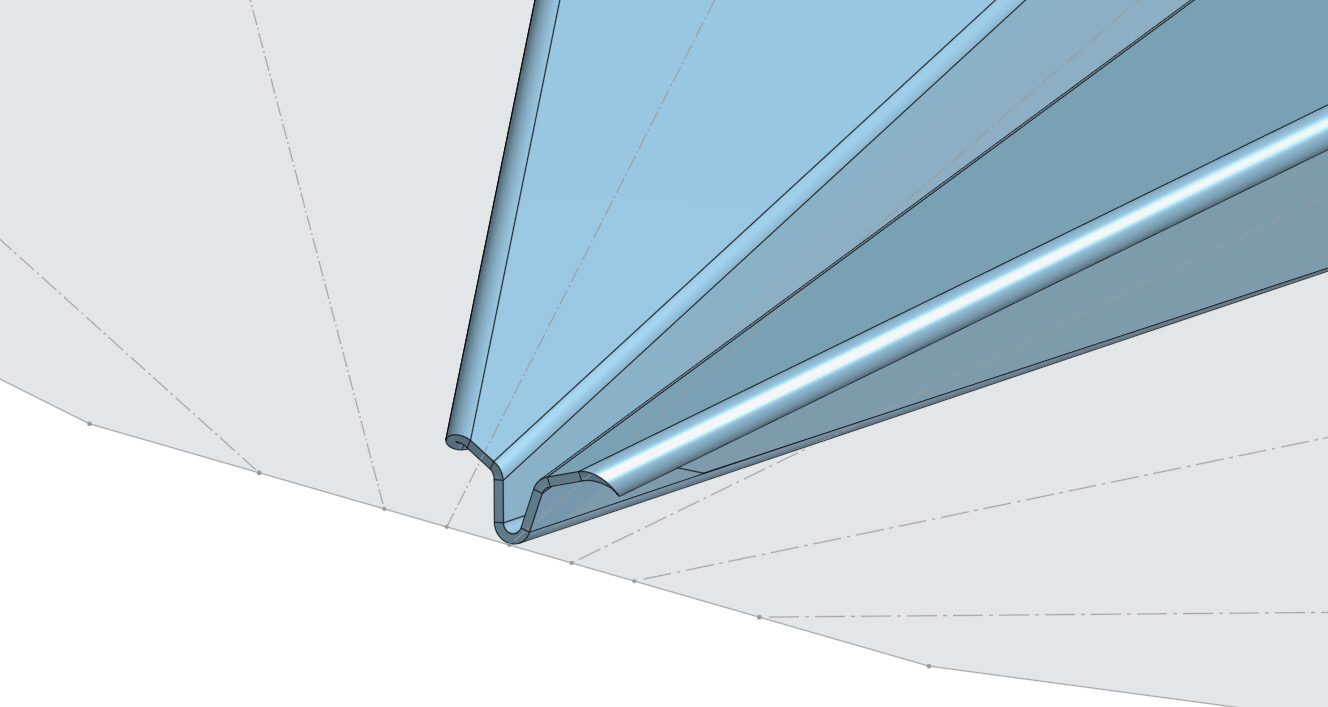
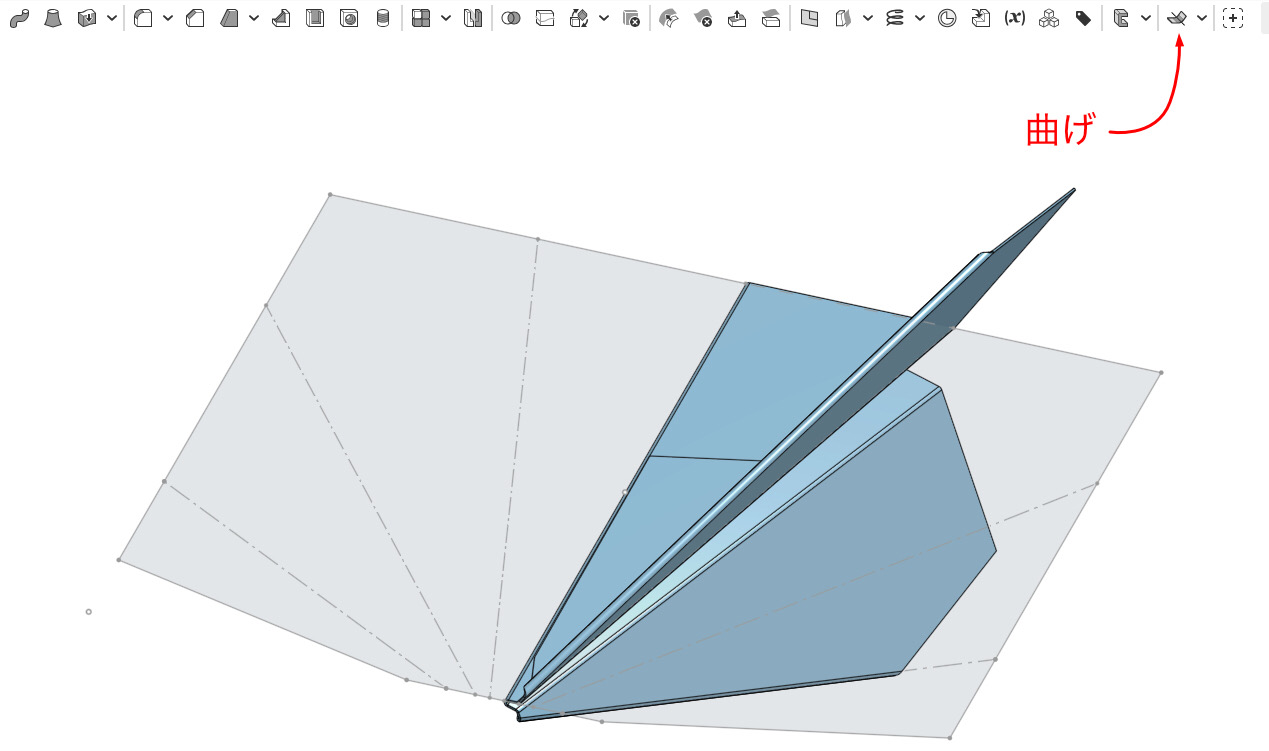
↓ シートメタルモデルで厚みを出して、それから7本ある補助線を1本ずつ曲げる。完成したらシートメタルモデルの完了をして、トランスフォームで思う所に移動。

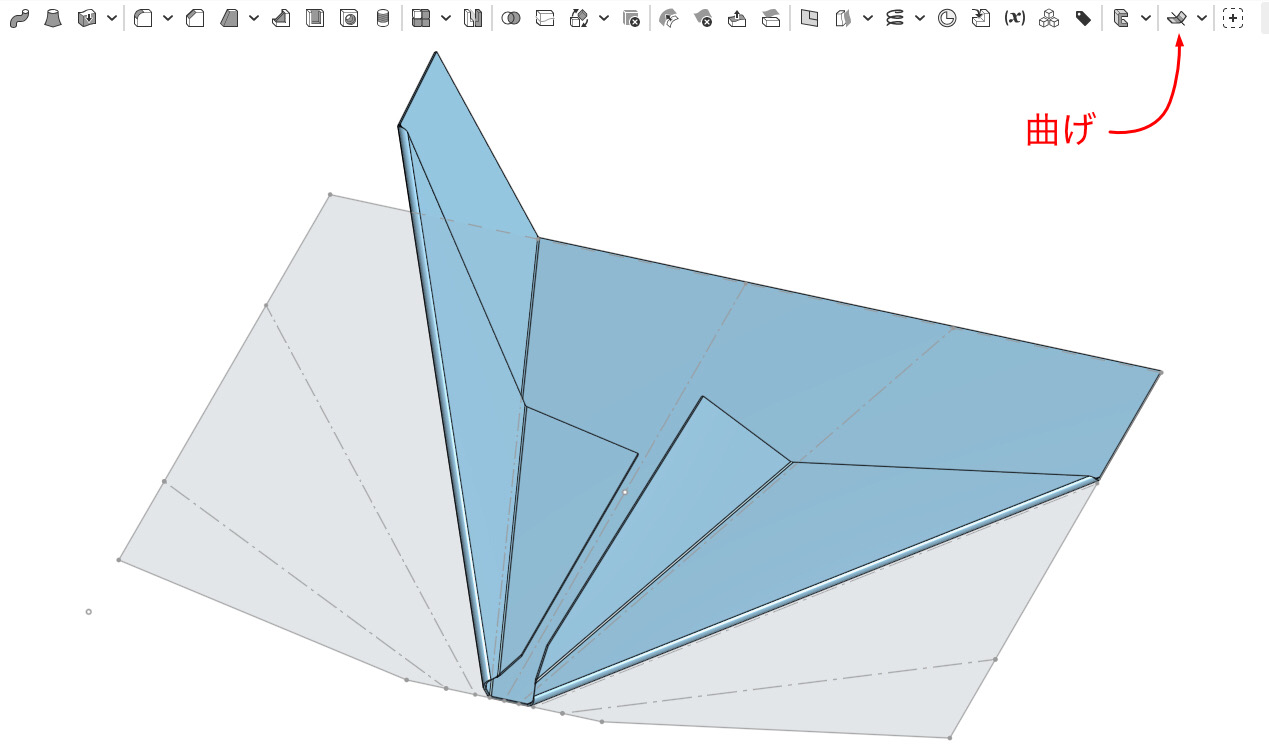
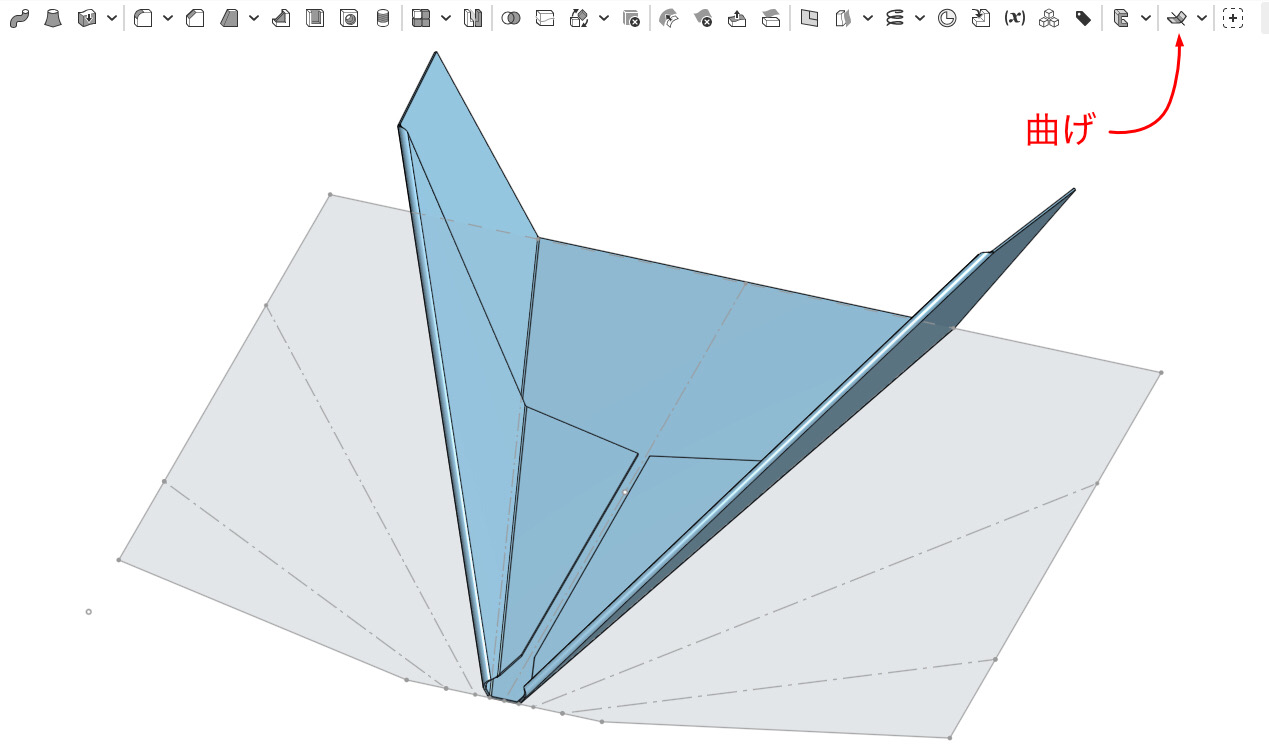
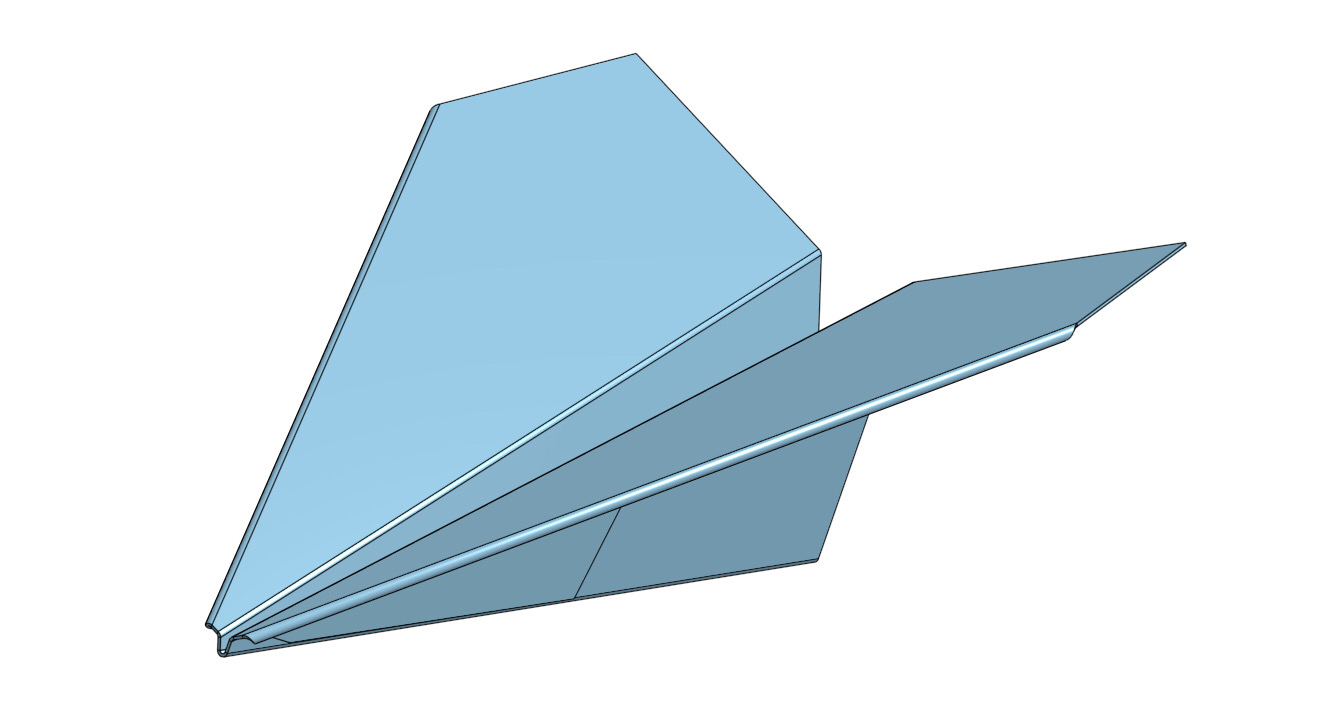
↓ シートメタルモデルの完了とトランスフォームを終えて完成。

↓ 紙飛行機風モデルの先端部で補助線同士が一点に集中すると、曲げる事が出来ないようなので、以下のように離して補助線を引くと良いようです。
補助線1本の曲げ対象は面1枚のみで、複数枚の面は曲げられないようです。例えば、「紙は何回折れるか」の現実世界の回答は「7回程度」となるけど、Blenderの曲げは「1回だけ」と言う事かな。