防犯カメラを角材に取り付ける為に台座を造形しました。自由に左右の向きを変えられるように角材とはネジ1本で。詳細は以下の画像の通り。
| 3Dプリンター | Ender-3 V3 SE |
| ノズル径 | 0.3mm |
| スライサー | UltiMaker Cura 5.9.0 |
| フィラメント | eSUN PETG 白 |
| 3DCAD | Onshape (無料サブスクリプション) |
| レタッチ•文字入れ | Affinity Photo 2 |
| ネットワークガメラ | 覗かれてそうな中国製(でも画質は悪くない) |

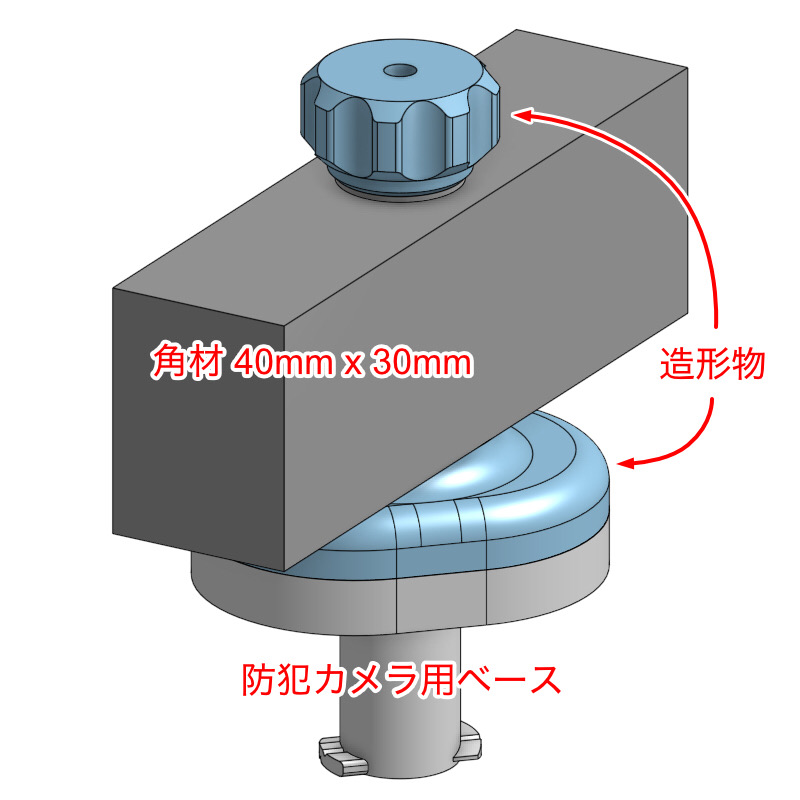
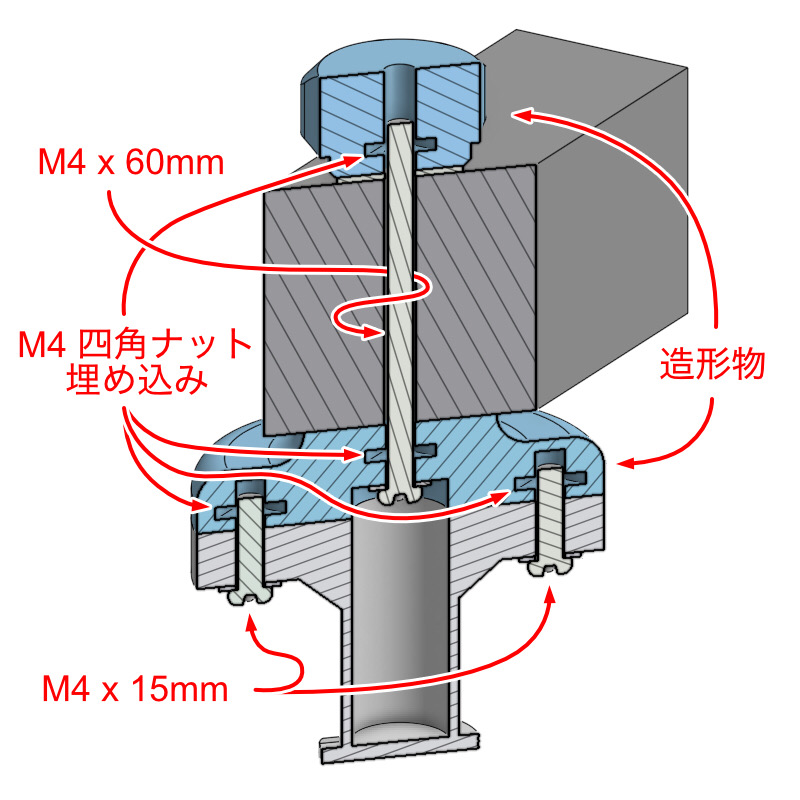

防犯カメラを角材に取り付ける為に台座を造形しました。自由に左右の向きを変えられるように角材とはネジ1本で。詳細は以下の画像の通り。
| 3Dプリンター | Ender-3 V3 SE |
| ノズル径 | 0.3mm |
| スライサー | UltiMaker Cura 5.9.0 |
| フィラメント | eSUN PETG 白 |
| 3DCAD | Onshape (無料サブスクリプション) |
| レタッチ•文字入れ | Affinity Photo 2 |
| ネットワークガメラ | 覗かれてそうな中国製(でも画質は悪くない) |
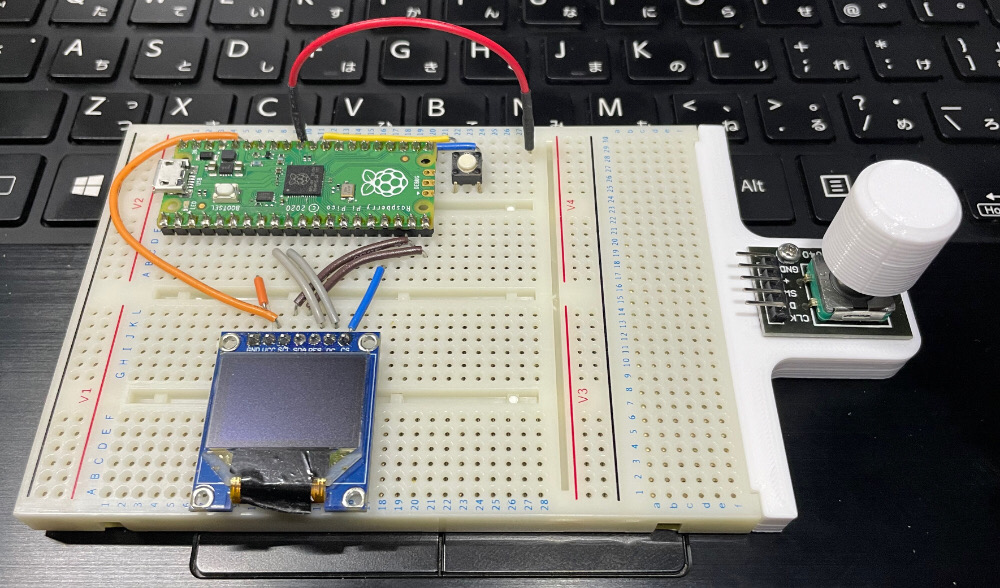
ブレッドボードに連結出来るアダプターを造形しました。
↓ ロータリーエンコーダー用のアダプターとノブ。
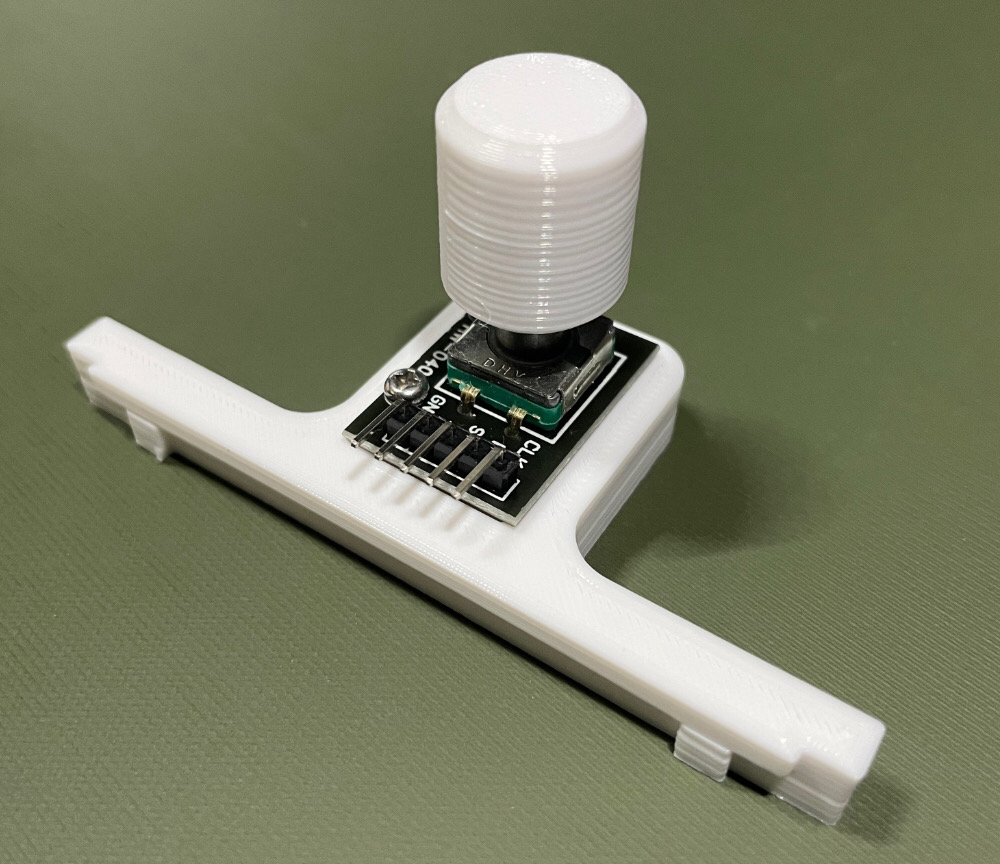
↓ ブレッドボードに連結出来る。
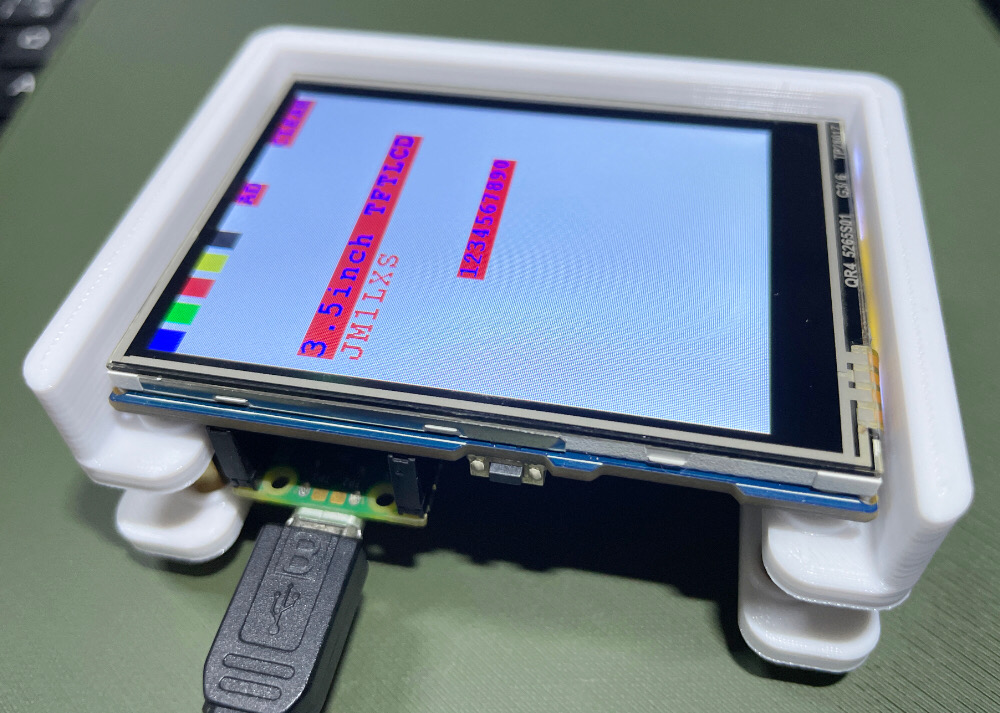
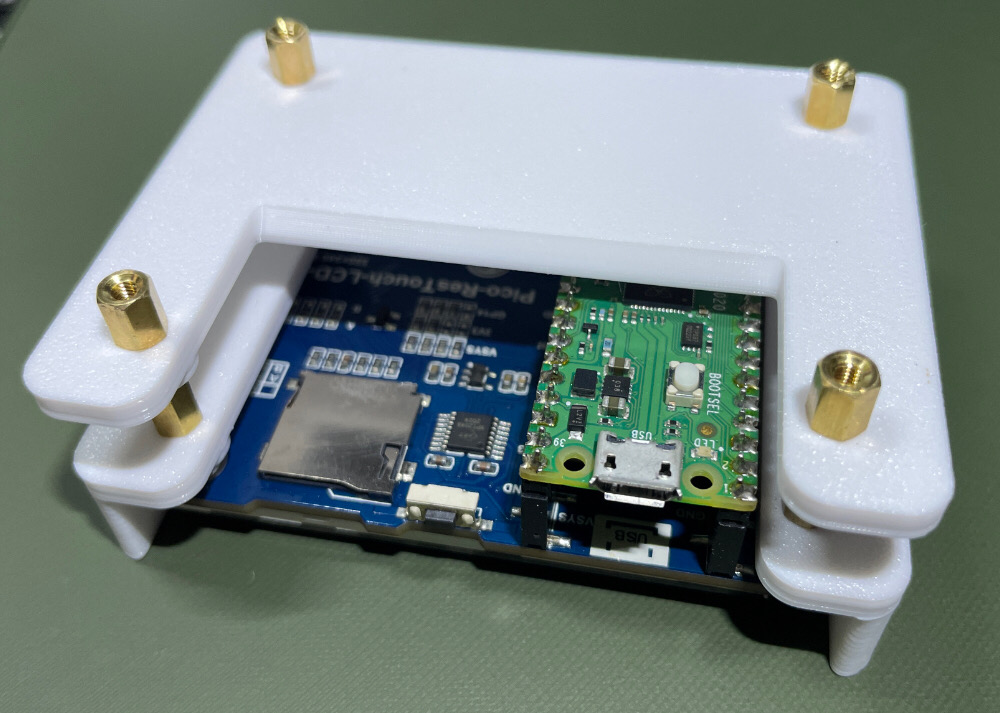
Pico-ResTouch-LCD-2.8のケースを造形。
次のリンク先のモデルをパクり、一部のデザインを変更して冷却ファンのブラケットを造形しました。
Ender 3 V3 SE Lightweight Fan Shroud
This link is the closest model to what I think is ideal.
I designed my model in homage to this model.
印刷条件は以下の通り。部屋温度が低く、PETGフィラメントなので、印刷速度は「超ゆっくり」ファン速度も「最低速」
そうしないと、角やカーブの所が積層に失敗してショートカットしちゃたり。ファン速度を速くすると直線でもカーブでも所々積層を失敗して、印刷面は荒れ凸凹になり、ビルドプートもフィラメントのカスだらけになってしまう。PETGフィラメントって、こんな感じ?
↓ 画像造形物の印刷条件
Ender-3 V3 SE
0.3mm ノズル Amazon
PETGフィラメント Amazon
スライサー UltiMaker Cura
レイヤー高さ 0.16mm
印刷速度 20mm/s
印刷温度 250℃
ビルドプート温度 80℃
ファン速度 1%
部屋温度 18℃
↓ フィラメントのカスも無く綺麗に造形出来ました。超時間かかったけど。

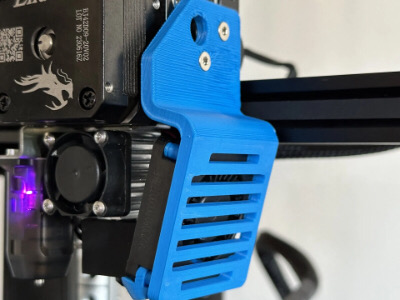
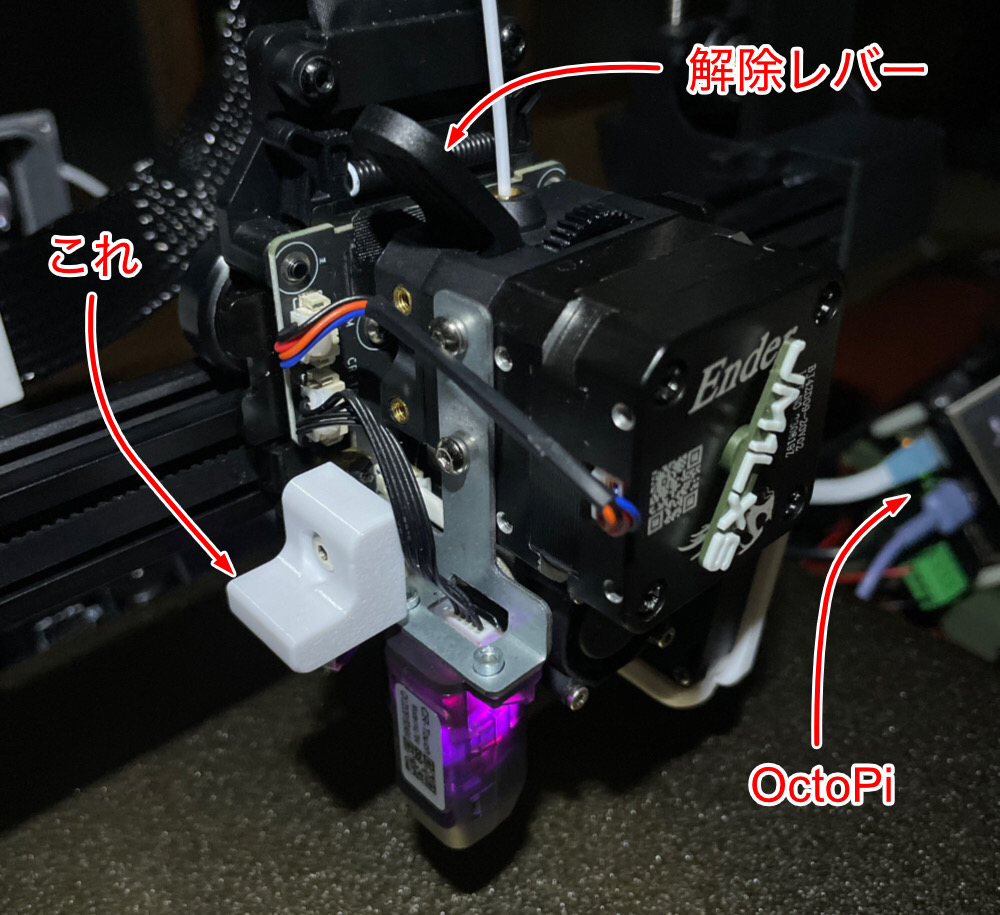
純正のエクストルーダーのカバーを外して、これにしたら、正面からノズルが良く見えるようになって、プリント中の確認をする姿勢が楽になりました。
このモデルの元になったオリジナルはネットに有り、それを少し私の考えを取り入れてOnshapeで作りました。
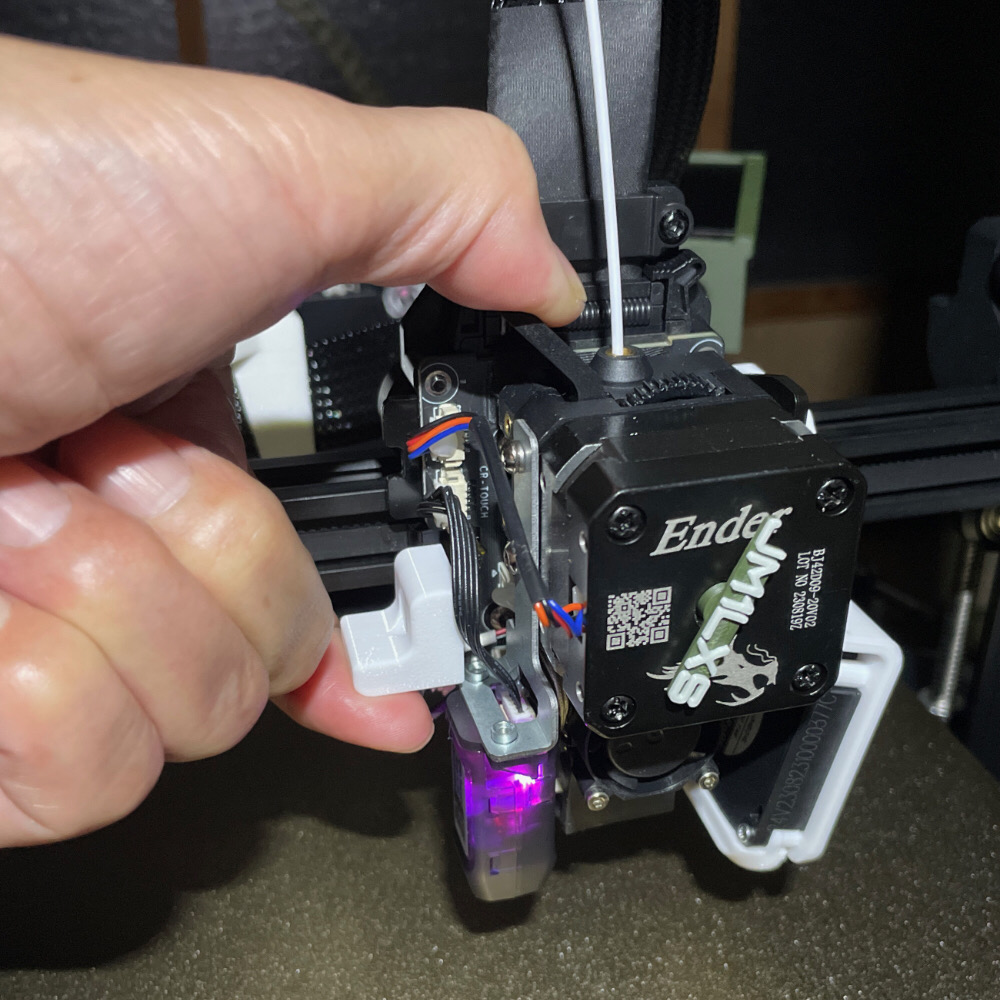
↓ 純正のカバーを外すと向かって左側にカバー用のビスとビス穴が1組余る。これを利用して解除レバーを操作しやすい様に突起物も造形しました。
【2024/11/18 追記】
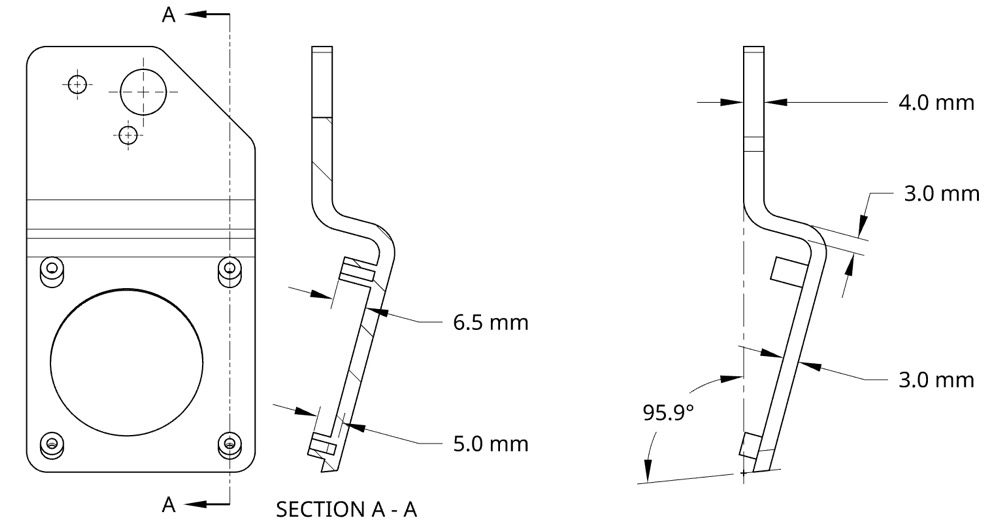
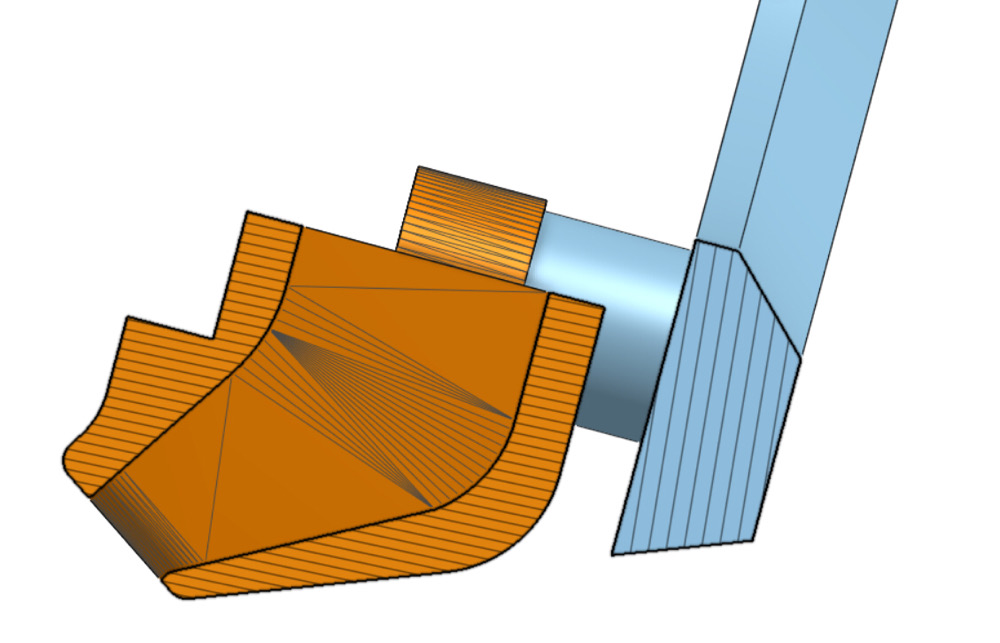
PETGで造形したファンブラケットとエアダクトですが、これらを取り付けて印刷温度260℃、ビルドプート温度100℃で、別の物を連続6時間以上印刷したら、エアダクト(断面図のオレンジ色)が少し変形しました。
↓ 断面図
↓ 実際の画像

この後、エアダクトだけはABSフィラメントで造形しました。ファンブラケットもABSにしたいのですが、印刷中に積層割れしたり、印刷後まで割れしなくても、指で力を加えると必ず割れして脆いんです。
勿論、思っ切り力を加えればPLAやPETGだって割れちゃうけど、その割れ方とは違う。積層方向にカッターの刃を入れると、ABSは簡単に入るけど、PETGは苦労するくらい入らない。
エンクロージャーが無いとABSフィラメントは難しいのでしょうか。エンクロージャーが無い私のEnder-3 V3 SEでは、PLAやPETGフィラメントと比べるとABSは非常に脆いんです。
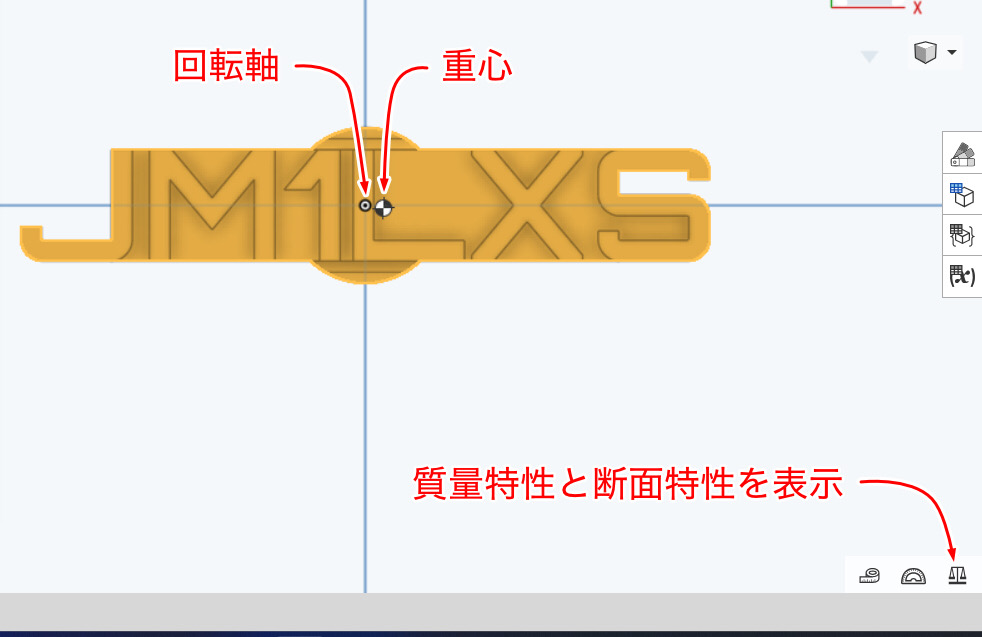
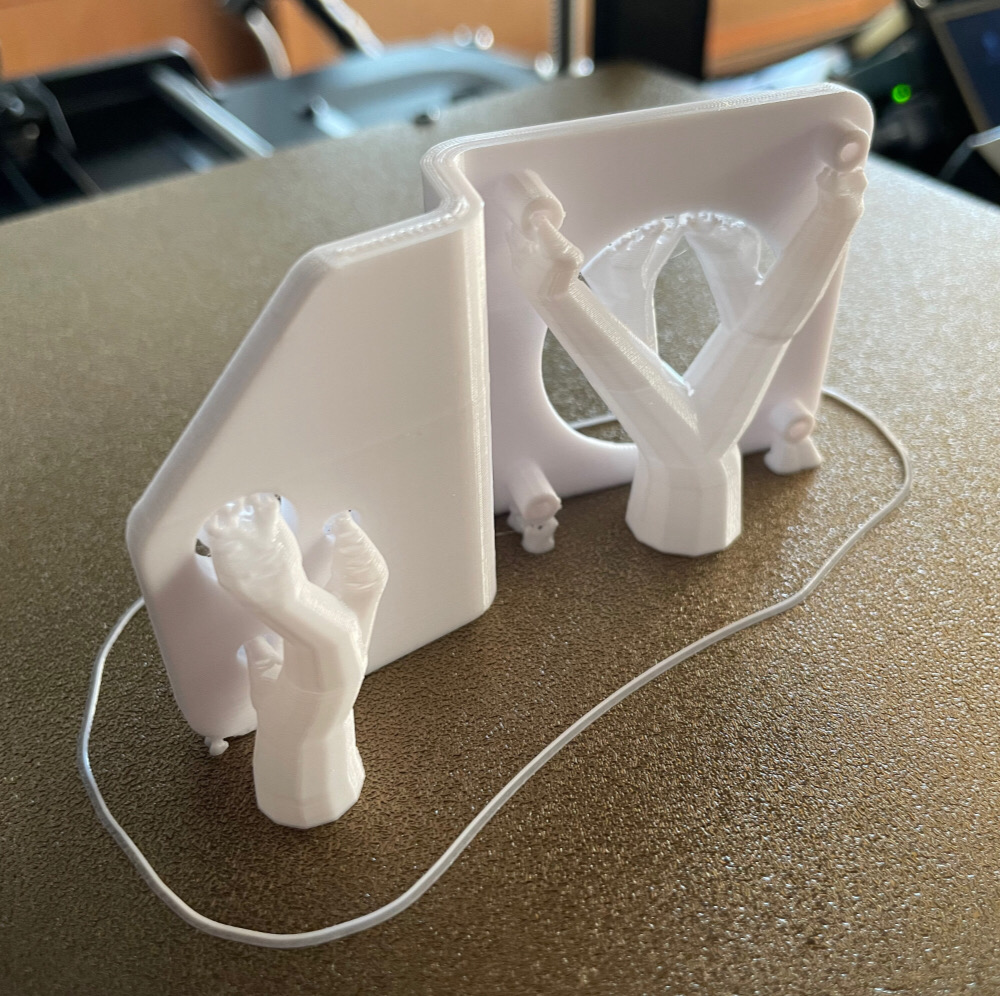
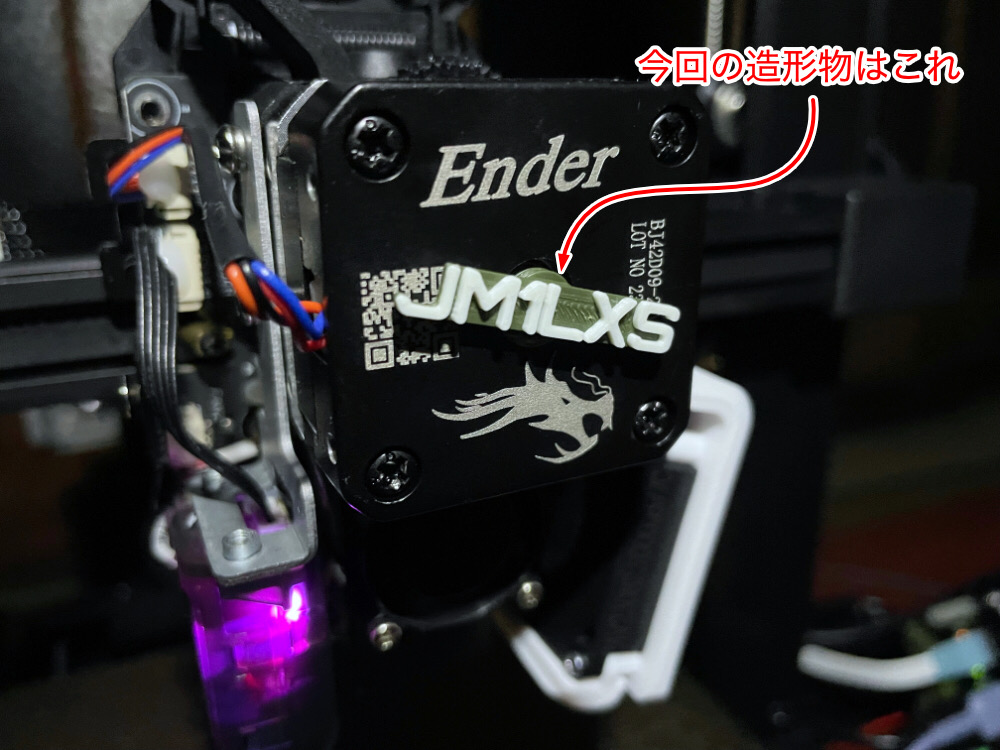
Ender-3 V3 SEのエクストルーダーモーターの軸に取り付けて、クルクル回るコールサインのエンブレムを造形しました。
Ender-3 V3 SE
0.3mmノズル
レイヤー高さ0.16mm
PLAフィラメント 緑と白の2色(手動でフィラメント交換)
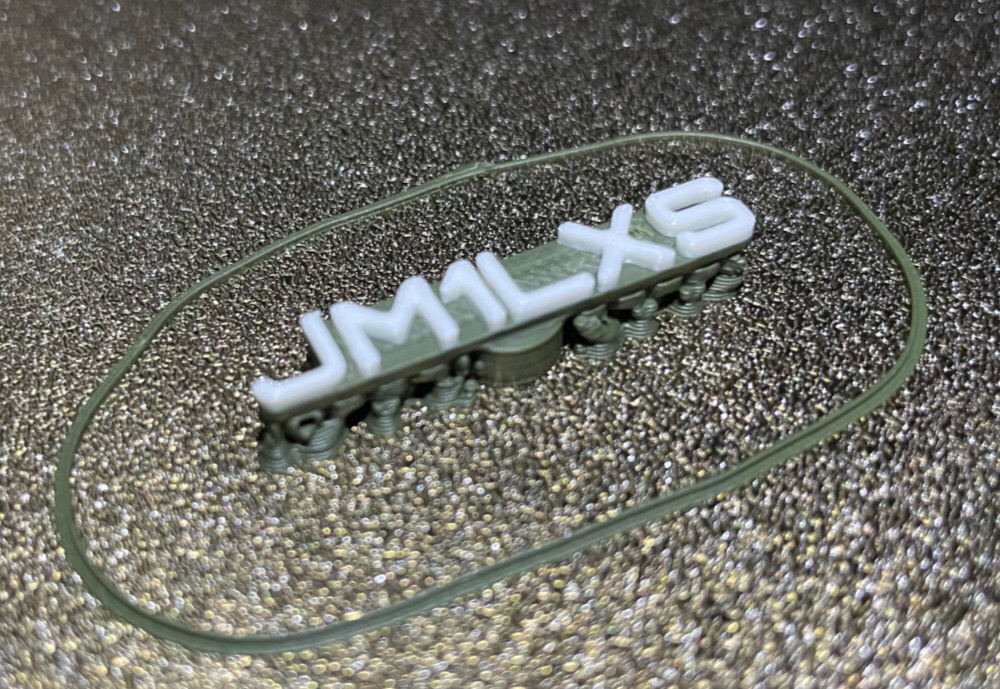
【2024年12月12日追記】↑ 「回転軸と重心が合って無いな多分」とか思っていた。でも「重心の位置がわからん」でした。
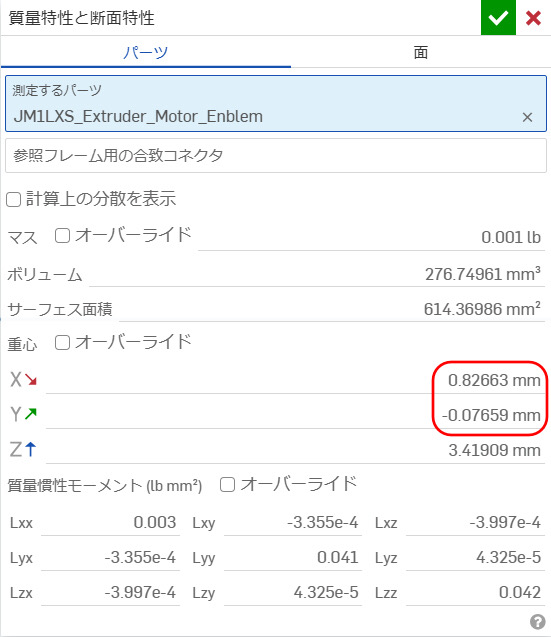
Onshapeは出来る子です。予めバーツに材料を割り当てて置くと、右下の隅にあった(今日知った)天秤ばかりの⚖️アイコンをクリックする事で、重心の位置を教えてくれます。嬉しい事に無課金でも使える機能です。
↓ 上面から見たXY平面です。回転軸からやや右下に重心があるようです。