我の3Dプリンター Ender-3 V3 SE をLAN接続すべくOctoPiをRaspberry Pi 2 Model B(ラズパイ2)にインストールしました。
3Dプリンターのある部屋は別なので、LAN接続されてノズルやヒートベッドの温度が、離れた部屋から確認出来るようになって便利。
↓ OctoScreenもインストールしたので、タッチUIだよ。
【2024年9月13日追記】もう落ちた。インストールした翌日(正確には同日)にOctoScreenだけ落ちてLCDには普通のディスクトップ画面が表示。OctoPiは稼働していたけど。やっぱりラズパイ2には荷が重い?
え〜と、OctoScreenが重い?
【2024年10月2日追記】↑ でしたが、解決?
今迄の症状は、ラズパイ2(OS)起動時にOctoScreenの立ち上げが失敗して、普通のディスクトップ画面になる事が多く、何度かOS再起動してやっとOctoScreenが立ち上がると言うのが今迄の事。
でも、ネット記事で知った事だけど、OctoScreenを優先する為に、lightdmを無効にするといいと有る。実際これをしたらラズパイ2起動時、毎回OctoScreenが立ち上がるようになった。
↓
$ sudo systemctl disable lightdm.service

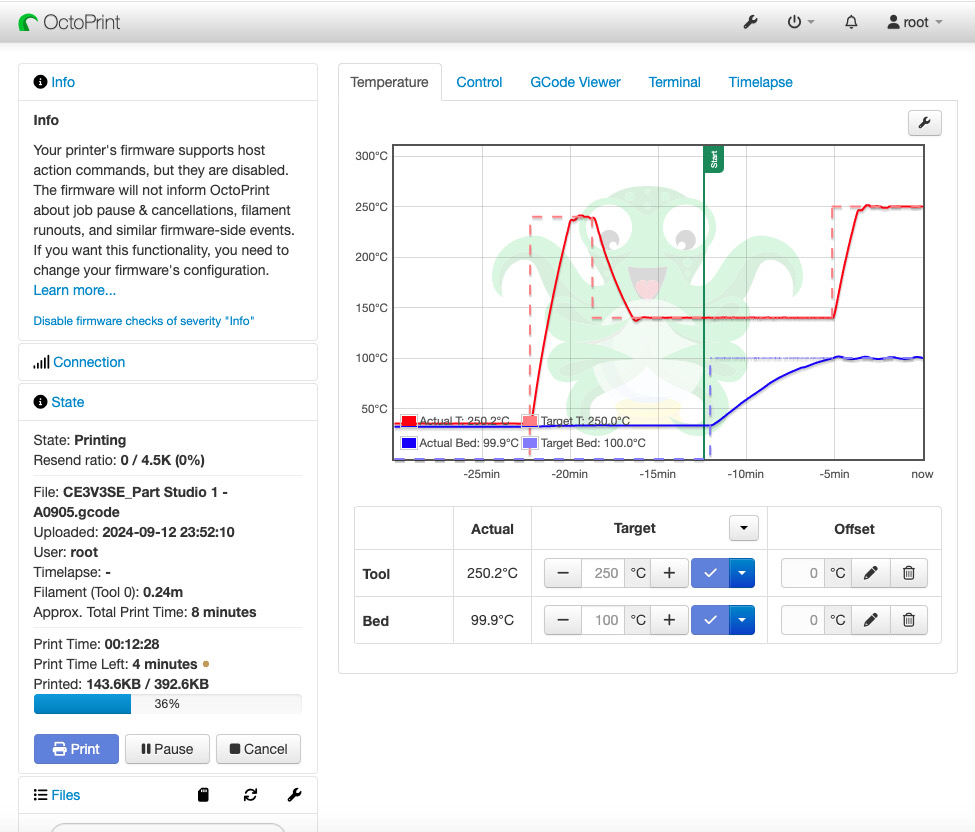
↓ MacのChromeでOctoPiに接続。
Ender-3 V3 SEに有るUSB-C端子は何に使う?
と1年近く分からないで居たけど、こんな便利に使えるとは。もっと早く知れていれば良かったけど、今回知れて良かった。